3 mantelfl™chenbearbeitung, 3 mantelflächenbearbeitung, 1 0 c-a c hs-bearbeit ung – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 162
4 DIN PLUS
150
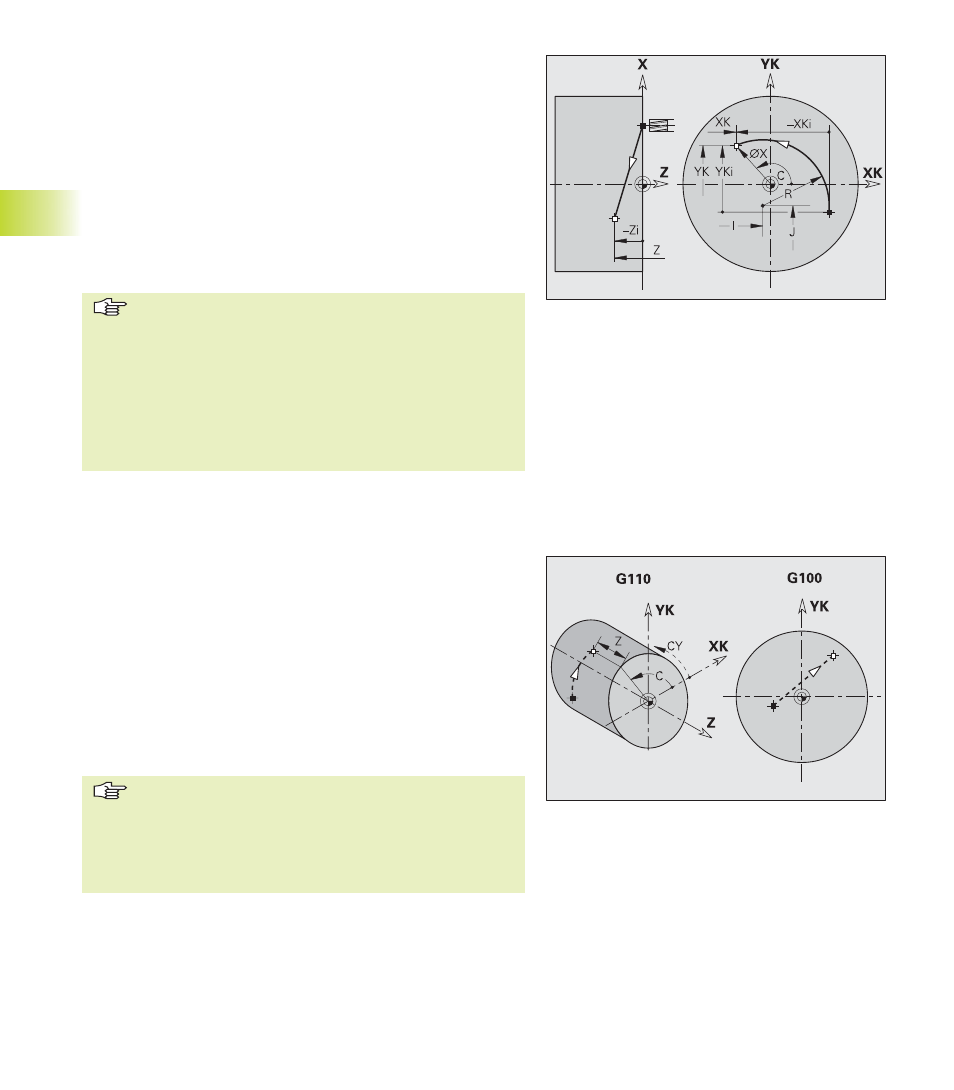
Kreisbogen G103
4.1
0 C-A
c
hs-Bearbeit
ung
4.10.3 Mantelflächenbearbeitung
Eilgang Mantelfläche G110
Das Werkzeug verfährt im Eilgang auf kürzestem Weg zum „End-
punkt".
Parameter
Z:
Endpunkt
C:
Winkelmaß des Endpunktes
CY:
Endpunkt als Streckenmaß (Bezug: Mantelabwicklung bei
G120-Referenzdurchmesser)
X:
Endpunkt (Durchmessermaß)
Programmierung
■
Z, C, CY: absolut, inkremental oder selbsthaltend
■
entweder Z–C oder Z–CY programmieren
G110 ist empfehlenswert für die Positionierung der C-
Achse auf einen bestimmten Winkel (Programmierung:
N.. G110 C...).
Parameter
X:
Durchmesser des Endpunktes
C:
Winkelmaß des Endpunktes
XK,YK: Endpunkt in kartesischen Koordinaten
R:
Radius
I, J:
Mittelpunkt in kartesischen Koordinaten
Z:
Endtiefe – default: aktuelle Z-Position
H:
Kreisebene (Bearbeitungsebene) – default: 0
■
H=0, 1: Stirnflächenbearbeitung (XY-Ebene)
■
H=2: Bearbeitung in YZ-Ebene
■
H=3: Bearbeitung in XZ-Ebene
K:
Mittelpunkt (Z-Richtung) – nur bei H=2, 3
Programmierung
■
X, C, XK, YK, Z: absolut, inkremental oder selbsthal-
tend
■
I, J: absolut oder inkremental
■
entweder X–C oder XK–YK programmieren
■
entweder „Mittelpunkt" oder „Radius" programmieren
■
bei „Radius": nur Kreisbögen <= 180° möglich
■
Endpunkt im Koordinatenursprung: XK=0 und YK=0
programmieren