12 int er aktiv e arbeitsplang ener ier ung (ia g) – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 315
HEIDENHAIN CNC PILOT 4290
303
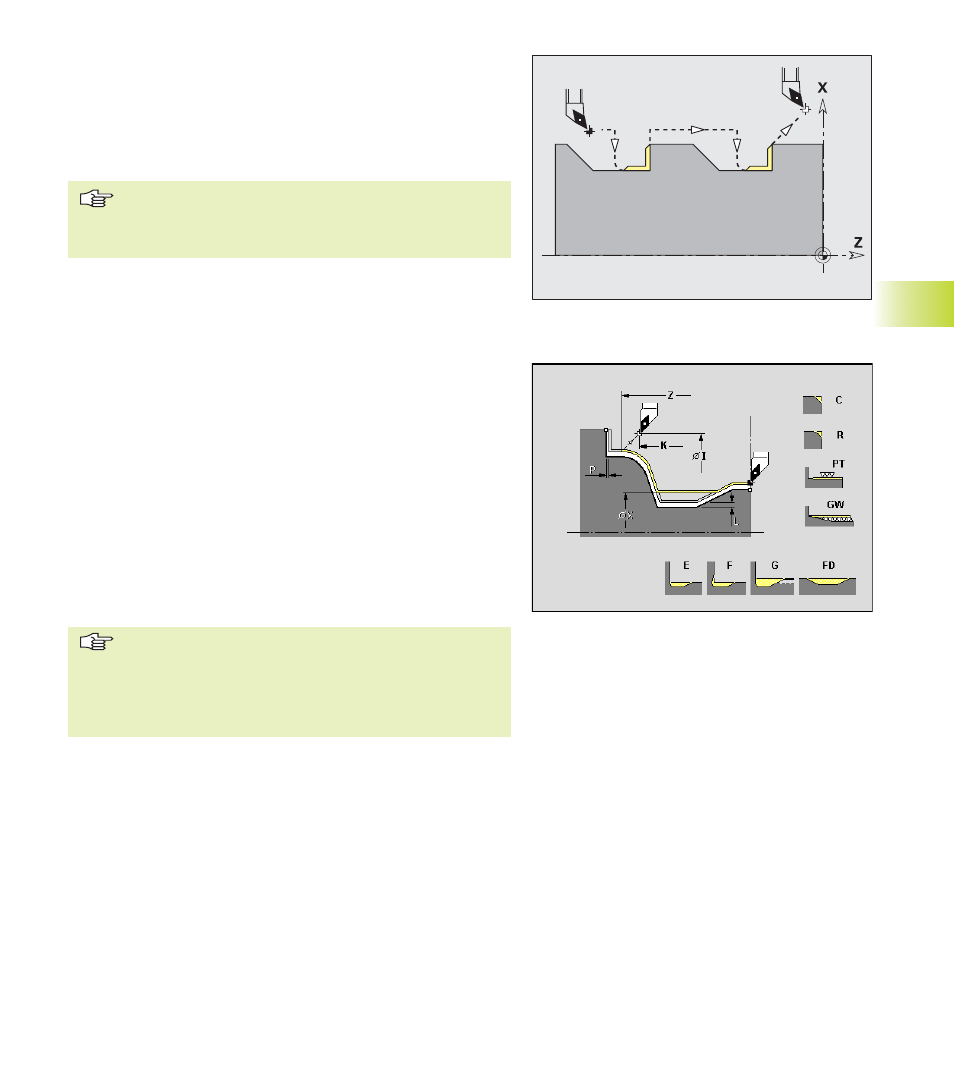
Schlichten – Restkonturbearbeitung (G890 – Q=4)
Bleibt bei fallenden Konturen Restmaterial stehen, zerspanen Sie
es mit „Schlichten – Restkonturbearbeitung“.
Schnittbegrenzung: Die Schlichtbearbeitung beginnt bei dem
„Restmaterial“. In der Regel ist eine Schnittbegrenzung nicht erfor-
derlich.
Restschlichten (G890 – Q4) prüft, ob das Werkzeug kolli-
sionsfrei in das Konturtal einfahren kann. Maßgebend für
diese Kollisionskontrolle ist der Werkzeugparameter
„Breite dn“ (siehe „
8.1.2 Hinweise zu Werkzeugdaten“).
Parameter
X, Z:
Schnittbegrenzung
Aufmaßart einstellen: per Softkey
L, P:
unterschiedliches Längs-/Plan-Aufmaß – generiert „Aufmaß
G57“ vor dem Zyklus
L:
konstantes Aufmaß – generiert „Aufmaß G58“ vor dem Zy-
klus
Eintauchen: fallende Konturen bearbeiten ?
■
Ja
■
Nein
E:
reduzierter Eintauchvorschub bei fallenden Konturen
Freifahren:
■
Ja: „Freifahrart H“ per Softkey einstellen
■
Nein (H=4): Werkzeug bleibt auf der Endkoordinate ste-
hen
H:
Freifahrart – per Softkey einstellen
I, K:
Freifahrposition bei H=0, 1 oder 2
Formelement-Bearbeitung mit ...: die zu bearbeitenden Form-
elemente, Fasen, etc. per Softkey einstellen
Der CNC PILOT ermittelt den Vorschlagswert der „Frei-
fahrtposition I,K“ abhängig davon ob Sie „Zyklus – Anfah-
ren“ programmieren:
■
programmiert: Position aus „Zyklus – Anfahren“
■
nicht programmiert: Position des Werkzeugwechsel-
punkts
6.12 Int
er
aktiv
e
Arbeitsplang
ener
ier
ung (IA
G)