3 der din plus editor – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 85
HEIDENHAIN CNC PILOT 4290
73
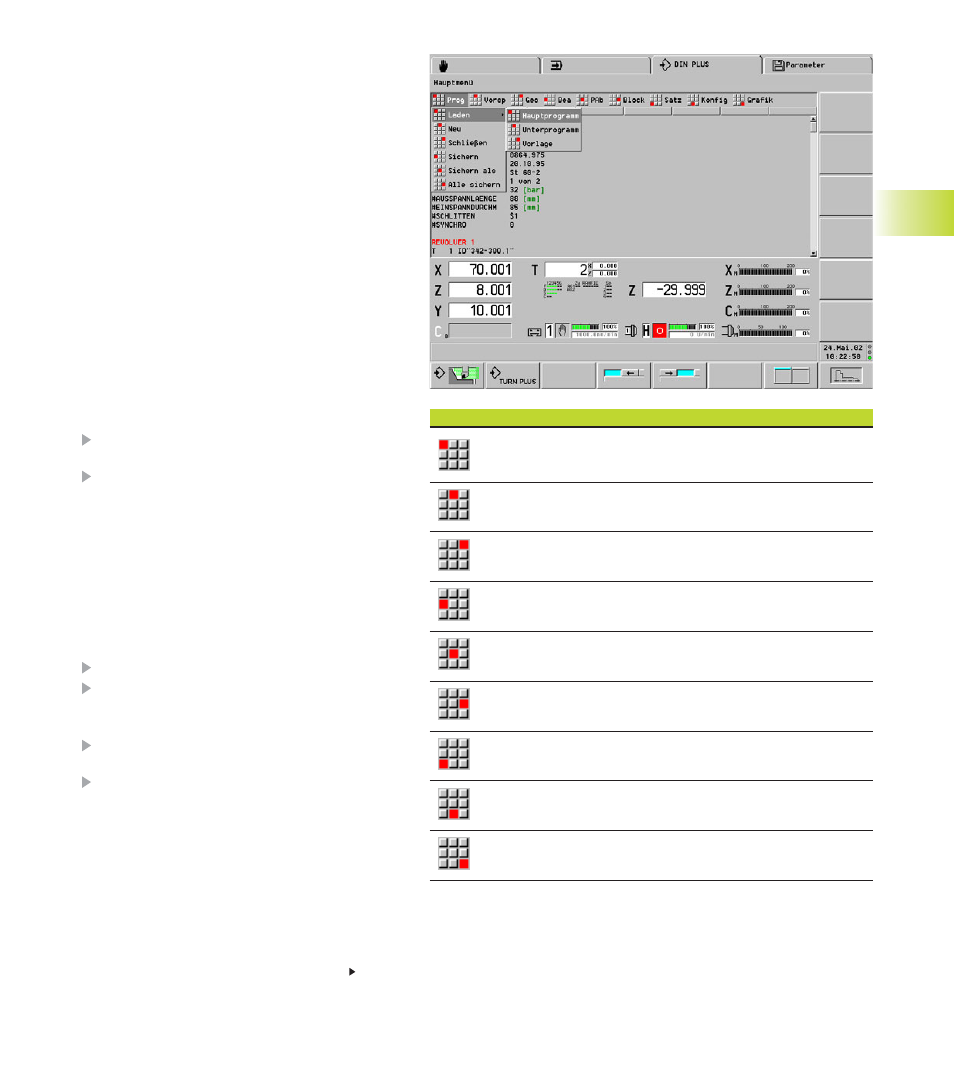
DIN PLUS Hauptmenü
Prog (NC-Programmverwaltung)
Vorsp: Bearbeitung des NC-Programm-Vorspanns (Pro-
grammkopf, Revolverbelegung, Spannmitteltabelle)
Geo: Programmierung der Roh- und Fertigteilkontur (Un-
termenü „Geometrie“)
Bea: Programmierung der Werkstück-Bearbeitung (Unter-
menü „Bearbeitung“)
PAb: Einfügen von Programm-Abschnittskennungen
Block: Verzweigung zu den „Block-Funktionen“ (Block-
menü)
Satz: Funktionen zur Numerierung der NC-Sätze, Such-
funktionen und „freien Editierung“
Konfigurierung des DIN PLUS Bildschirms (mit/ohne Be-
dienbild)
Grafik: Einstellen des „Grafik-Fensters“, Ein-/Ausschalten
der Kontur-Anzeige
4.3 Der DIN PLUS Editor
Menügruppe „Geometrie“ (Kontur-Programmie-
rung) :
■
Rohteil – Futterteil/Stange G20: Legt einen NC-
Satz im Abschnitt ROHTEIL an, schaltet zum Menü
„Geometrie“ und aktiviert die Dialogbox „Futter-
teil Zylinder/Rohr G20“.
■
Rohteil – Gußteil G21: Legt einen NC-Satz im Ab-
schnitt ROHTEIL an, schaltet zum Menü „Geome-
trie“ und aktiviert die Dialogbox „Gußteil G21“.
■
Rohteil – Freie Kontur: Positioniert den Cursor
auf den Programmabschnitt ROHTEIL und schaltet
zum Menü „Geometrie“.
■
Fertigteil: Positioniert den Cursor auf den Pro-
grammabschnitt FERTIGTEIL und schaltet zum
Menü „Geometrie“.
Einzel-Menüpunkte:
■
Bearbeitung: schaltet zum Untermenü „Bearbei-
tung“ und positioniert den Cursor auf BEARBEI-
TUNG
■
PAb (Programm-Abschnitt-Kennungen) – trägt
neue Abschnitt-Kennung ein
Abschnitt-Kennung auswählen und RETURN be-
tätigen
der CNC PILOT trägt die Abschnitt-Kennung (an
der richtigen Position) ein
■
Block: schaltet zur „Blockbearbeitung“ (siehe
„
4.5.5 Blockmenü“).
Menügruppe „Satz“
■
Programm-Anfang positioniert den Cursor auf
Programm-Anfang
■
Programm-Ende: positioniert den Cursor auf Pro-
gramm-Ende
■
Suchfunktionen – Satz suchen
Satznummer eintragen
Der CNC PILOT positioniert den Cursor auf die
Satznummer (wenn vorhanden).
■
Suchfunktionen – Wort suchen
NC-Wort eintragen (G-Befehl, Adressparameter
etc.)
Der CNC PILOT positioniert den Cursor auf den
nächsten NC-Satz, der das gesuchte NC-Wort be-
inhaltet. Gesucht wird ab Cursor-Position bis
Programmende, dann ab Programmanfang.
■
Schrittweite bei der Numerierung der NC-Sätze.
Die Schrittweite gilt nur für dieses NC-Programm.
Fortsetzung nächste Seite