7 drehzyklen, 1 konturbezogene drehzyklen, Konturbezogene drehzyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 134: 7 dr ehzyklen
4 DIN PLUS
122
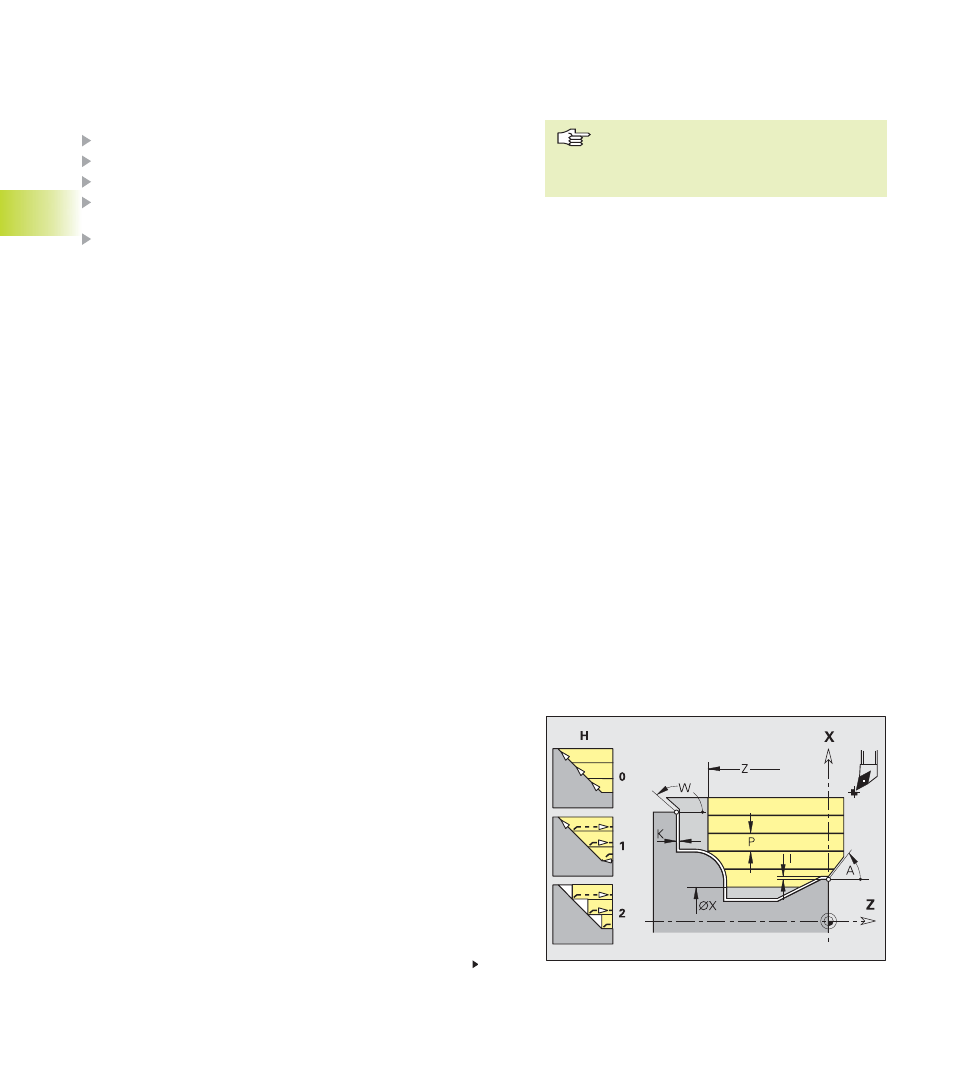
Längs-Schruppen G810
G810 zerspant den durch „NS, NE" beschriebenen Konturbereich.
Der CNC PILOT erkennt anhand der Werkzeugdefinition, ob eine
Außen- oder Innenbearbeitung vorliegt. Mit „NS – NE“ legen Sie
die Bearbeitungsrichtung fest.
Besteht die zu bearbeitende Kontur aus einem Element, gilt:
■
ausschließlich NS programmiert: Bearbeitung in Kontur-
Definitionsrichtung
■
NS und NE programmiert: Bearbeitung entgegen Kontur-
Definitionsrichtung
Gegebenenfalls wird die Zerspanungsfläche in mehrere Bereiche
unterteilt (Beispiel: bei Konturtälern).
Die einfachste Form der Programmierung besteht in der Angabe
von NS, NE und P.
Parameter
NS:
Anfang-Satznummer (Beginn des Konturabschnitt)
NE:
Ende-Satznummer (Ende des Konturabschnitt)
P:
maximale Zustellung
I:
Aufmaß in X-Richtung (Durchmessermaß) – default: 0
K:
Aufmaß in Z-Richtung – default: 0
E:
Eintauchverhalten
■
E=0: fallende Konturen nicht bearbeiten
■
E>0: Eintauchvorschub
■
keine Eingabe: Vorschubreduzierung abhängig vom Ein-
tauchwinkel – maximal 50%
X:
Schnittbegrenzung in X-Richtung (Durchmessermaß) – default:
keine Schnittbegrenzung
Z:
Schnittbegrenzung in Z-Richtung – default: keine Schnitt-
begrenzung
Fortsetzung nächste Seite
4.7 Dr
ehzyklen
Zyklusablauf
1 errechnet die Zerspanungsbereiche und Schnitt-
aufteilung (Zustellung)
2 stellt vom Startpunkt aus für den ersten Schnitt
unter Berücksichtigung des Sicherheitsabstandes
zu (erst Z-, dann X-Richtung)
3 fährt im Vorschub bis zum Z-Zielpunkt
4 abhängig von „H“:
■
H=0: spant entlang der Kontur
■
H=1 oder 2: hebt in 45° ab
5 fährt im Eilgang zurück und stellt für den nächsten
Schnitt zu
6 wiederholt 3...5, bis „Zielpunkt X“ erreicht ist
7 wiederholt gegebenenfalls 2...6, bis alle Zerspa-
nungsbereiche bearbeitet sind
8 wenn H=1: glättet die Kontur
9 fährt so wie in „Q“ programmiert frei
4.7
Drehzyklen
4.7.1
Konturbezogene Drehzyklen
Satzreferenzen ermitteln:
Konturdarstellung aktivieren (Softkey GRAFIK)
Cursor auf NS/NE stellen und Softkey WEITER betätigen
Konturelement mit „Pfeil links/rechts“ auswählen
„Pfeil auf/ab“ wechselt zwischen Konturen (auch Stirnseitenkon-
turen, etc.)
Satznummer des Konturelements mit ENTER übernehmen
Schnittbegrenzung
Die Werkzeugposition vor dem Zyklusaufruf ist maßgebend für die
Ausführung einer Schnittbegrenzung. Der CNC PILOT zerspant das
Material auf der Seite der Schnittbegrenzung, auf der das Werkzeug
vor dem Zyklusaufruf steht.
Bei Betätigung von „Pfeil auf/ab“ berück-
sichtigt der CNC PILOT auch Konturen,
die nicht auf dem Bildschirm angezeigt
werden.