9 bearbeitungsart fr™sen, 9 bearbeitungsart fräsen, 12 int er aktiv e arbeitsplang ener ier ung (ia g) – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 318
6 TURN PLUS
306
6.12.9 Bearbeitungsart Fräsen
Übersicht: Bearbeitungsart Fräsen
■
Kontur fräsen – Schruppen, Schlichten (G840)
■
Fläche fräsen – Schruppen (G845), Schlichten (G846)
■
Entgraten (G840)
■
Gravieren (G840)
■
Fräsen automatisch – Schruppen, Schlichten
Fortsetzung nächste Seite
6.12 Int
er
aktiv
e
Arbeitsplang
ener
ier
ung (IA
G)
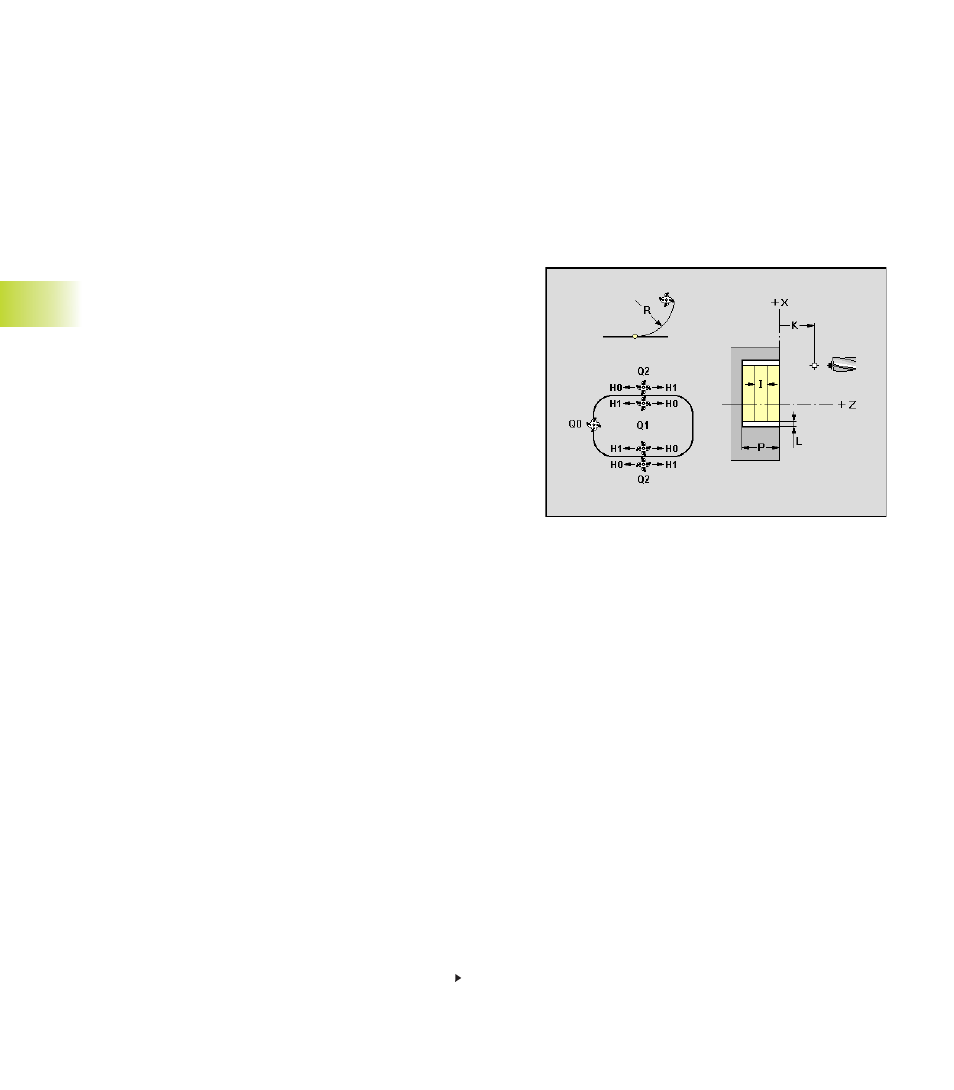
Konturfräsen – Schruppen/Schlichten, Entgraten
(G840)
Konturfräsen und Entgraten bearbeiten Figuren oder „freie Kontu-
ren“ (offene oder geschlossene Konturen) der Bezugsebenen:
■
STIRN
■
RUECKSEITE
■
MANTEL
Das Aufmaß L „verschiebt“ die zu fräsende Kontur in die mit
„Fräsort Q“ vorgegebene Richtung:
■
Q=0: Aufmaß wird ignoriert
■
Q=1 (geschlossene Kontur): verkleinert die Kontur
■
Q=2 (geschlossene Kontur): vergrößert die Kontur
■
Q=3 (offene Kontur): Verschiebung links/rechts – abhängig von
der Bearbeitungsrichtung
Parameter
K:
Rückzugsebene – default: zurück zur Startposition
■
Stirn-/Rückseite: Rückzugsposition in Z-Richtung
■
Mantelfläche: Rückzugsposition in X-Richtung (Durch-
messermaß)
Q:
Fräsort
■
Q=0 Kontur: Fräsermittelpunkt auf der Kontur
■
Q=1Innen(fräsen) – geschlossene Kontur
■
Q=2 Außen(fräsen) – geschlossene Kontur
■
Q=3 links/rechts der Kontur (Bezug: Bearbeitungs-
richtung) – offene Kontur
H:
Fräslaufrichtung
■
H=0: Gegenlauf
■
H=1: Gleichlauf
R:
Einfahrradius
■
R=0: Konturelement direkt anfahren
■
R>0: Ein-/Ausfahrradius, der tangential an das Kontur-
element anschließt
■
R<0 bei Innenecken: Ein-/Ausfahrradius, der tangential an
das Konturelement anschließt
■
R<0 bei Außenecken: Konturelement wird tangential line-
ar an-/abgefahren