5 geometr ie-bef ehle – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 116
4 DIN PLUS
104
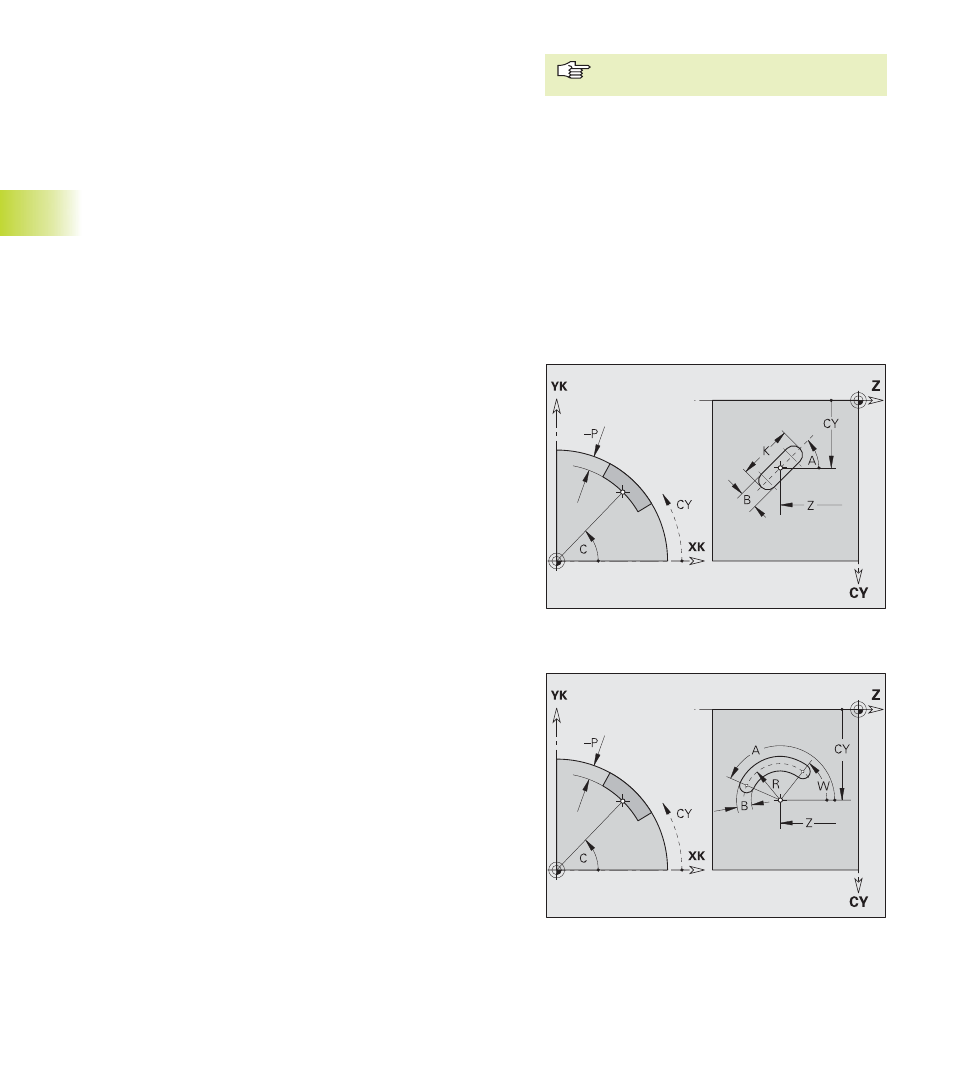
Zirkulare Nut Mantelfläche G312-/G313-Geo
■
G312: zirkulare Nut im Uhrzeigersinn
■
G313: zirkulare Nut im Gegen-Uhrzeigersinn
Parameter
Z:
Krümmungsmittelpunkt
C:
Krümmungsmittelpunkt (Winkel)
CY:
Winkel als „Streckenmaß" (Bezug: Mantelabwicklung bei
„Referenzdurchmesser")
R:
Krümmungsradius (Bezug: Mittelpunktbahn der Nut)
A:
Winkel Anfangspunkt (Bezug: Z-Achse)
W:
Winkel Endpunkt (Bezug: Z-Achse)
B:
Nutbreite
P:
Tiefe der Tasche – keine Eingabe: „P“ aus G308
G312-Geo
Lineare Nut Mantelfläche G311-Geo
Parameter
Z:
Mittelpunkt
C:
Mittelpunkt (Winkel)
CY:
Winkel als „Streckenmaß" (Bezug: Mantelabwicklung bei
„Referenzdurchmesser")
A:
Winkel Längsachse (Bezug: Z-Achse) – default: 0°
K:
Nutlänge
B:
Nutbreite
P:
Tiefe der Tasche – keine Eingabe: „P“ aus G308
4.5 Geometr
ie-Bef
ehle
G310-Bohrung mit G71 ...G74 bearbei-
ten.
E:
Senkwinkel
I:
Gewindedurchmesser
J:
Gewindetiefe
K:
Gewindeanschnitt (Auslauflänge)
F:
Gewindesteigung
V:
Links- oder Rechtsgewinde – default: 0
■
V=0: Rechtsgewinde
■
V=1: Linksgewinde
A:
Winkel (Bezug: Z-Achse) – default: 90° = senkrechte Bohrung
(Bereich: 0° < A < 180°)
O:
Zentrierdurchmesser