4 spannmitteltabelle einrichten, 4 einr ic ht e-f unktionen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 49
HEIDENHAIN CNC PILOT 4290
37
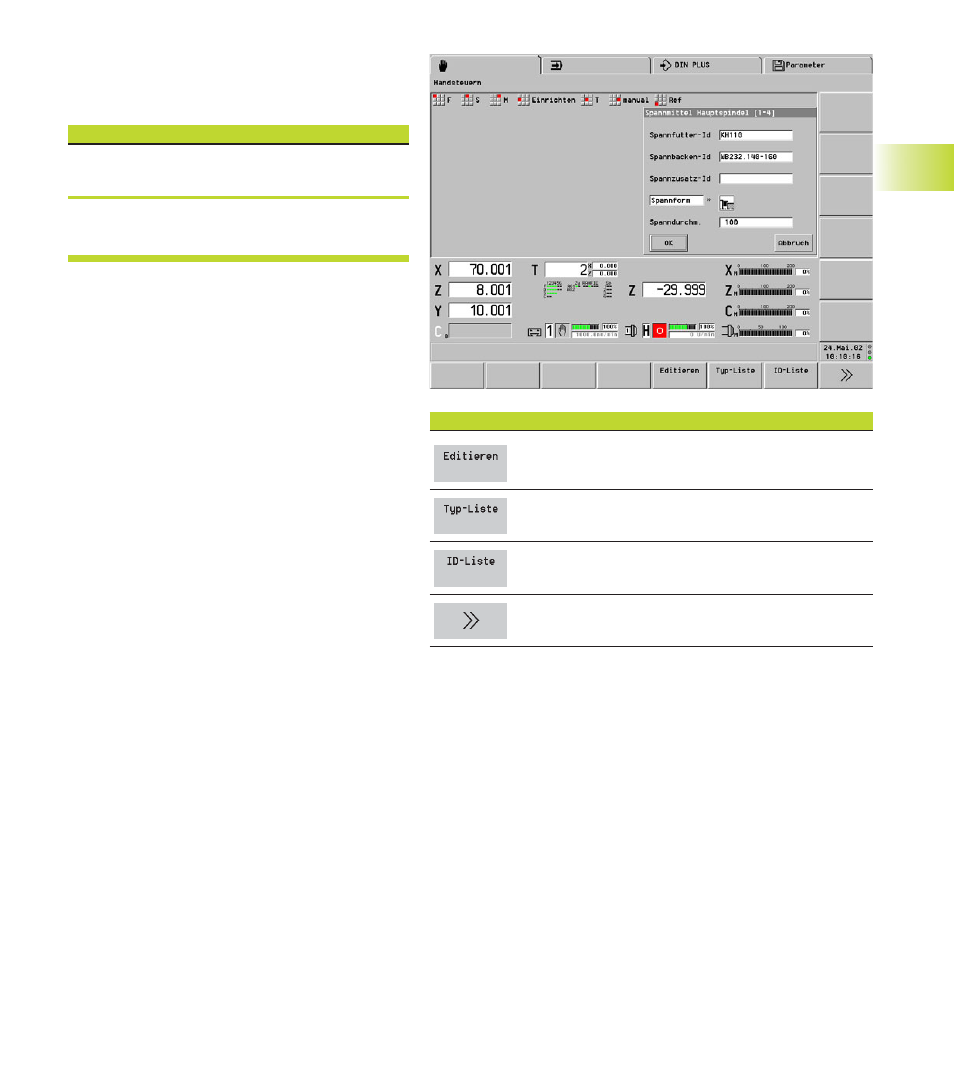
3.4.4 Spannmitteltabelle einrichten
Die Spannmitteltabelle wird von der „mitlaufen-
den Grafik“ ausgewertet.
Spannmitteltabelle einrichten
„Einrichten – Spannmittel – Hauptspindel (oder
Reitstock)“ wählen
<
Identnummern aus der Spannmittel-Datenbank
auswählen
Spannmittel der Spindeln
Voraussetzung für die Festlegung der „Spannform“
ist der Eintrag der „Spannbacke“. Stellen Sie die
Spannform per Softkey ein – sie wird grafisch erläu-
tert.
Mit „Seite vor/zurück“ schalten Sie zu der Spann-
mittelbelegung weiterer Spindeln.
Parameter „Spindel x“ (Hauptspindel, Spindel 1,
..)
■
Spannfutter-Id(entnummer): Referenz zur Daten-
bank
■
Spannbacken-Id(entnummer): Referenz zur Daten-
bank
■
Spannzusatz-Id(entnummer): Referenz zur Daten-
bank
■
Spannform (bei Spannbacken): Innen-/Außenspan-
nen und benutze Spannstufe festlegen
■
Spanndurchmesser: Durchmesser, mit dem das
Werkstück eingespannt wird. (Durchmesser des
Werkstücks beim Außenspannen; Inndurchmes-
ser beim Innenspannen)
Parameter „Reitstock“
■
Pinolenspitzen-Id(entnummer): Referenz zur Da-
tenbank
Softkeys
Spannmittel-Parameter editieren
Einträge der Spannmittel-Datenbank – sortiert nach
Spannmittel-Typ
Einträge der Spannmittel-Datenbank – sortiert nach
Spannmittel-Identnummer
„Weiter“ – Spannform einstellen
3.4 Einr
ic
ht
e-F
unktionen