6 bearbeitungs-bef ehle – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 131
HEIDENHAIN CNC PILOT 4290
119
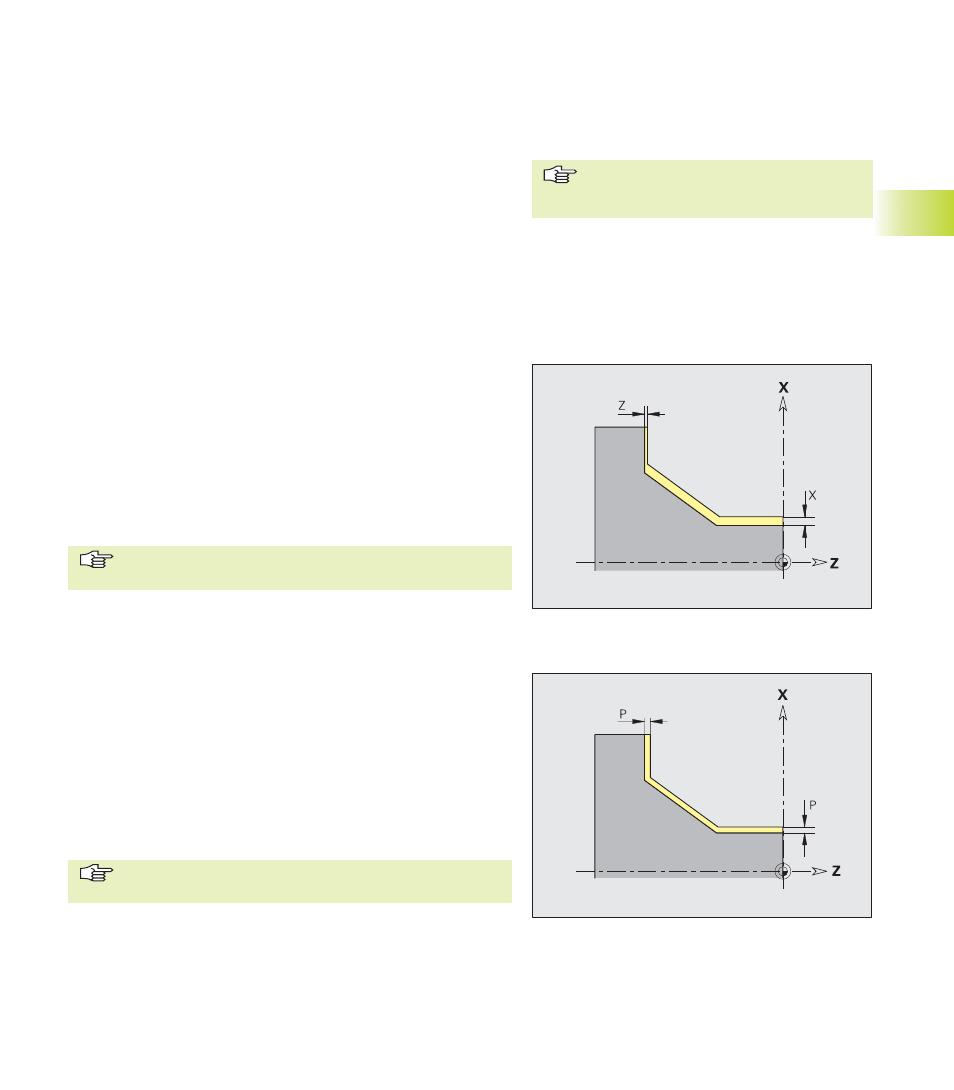
Aufmaß konturparallel (äquidistant) G58
Ein negatives Aufmaß ist bei G890 erlaubt. Programmieren Sie G58
vor dem Zyklusaufruf.
G58 wirkt bei den folgenden Zyklen – dabei werden die Aufmaße
nach Zyklusausführung
■
gelöscht: G810, G820, G830, G835, G860, G869, G890
■
nicht gelöscht: G83
Parameter
P:
Aufmaß
Ist das Aufmaß mit G58 und im Zyklus programmiert,
wird das Zyklus-Aufmaß verwendet.
G147 ersetzt den in Parametern (Bearbei-
tungs-Parameter 2, ...) oder mit G47 fest-
gelegten Sicherheitsabstand.
Aufmaß abschalten G52
G52 hat die gleiche Funktion wie G50! – Verwenden Sie G50.
Parameter
P:
Aufmaß – wird nicht ausgewertet
Sicherheitsabstand G147
Sicherheitsabstand für die Fräszyklen G840...G846 und Bohrzyklen
G71, G72, G74.
Parameter
I:
Sicherheitsabstand Fräsebene (nur für Fräsbearbeitungen)
K:
Sicherheitsabstand in Zustellrichtung (Tiefenzustellung)
4.6 Bearbeitungs-Bef
ehle
Aufmaß achsparallel G57
G57 definiert unterschiedliche Aufmaße in X und Z. Programmieren
Sie G57 vor dem Zyklusaufruf.
G57 wirkt bei den folgenden Zyklen – dabei werden die Aufmaße
nach Zyklusausführung
■
gelöscht: G810, G820, G830, G835, G860, G869, G890
■
nicht gelöscht: G81, G82, G83
Parameter
X, Z: Aufmaß (X Durchmessermaß) – nur positive Werte
Sind die Aufmaße mit G57 und im Zyklus programmiert,
gelten die Zyklus-Aufmaße.