1 1 rüst e n – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 294
6 TURN PLUS
282
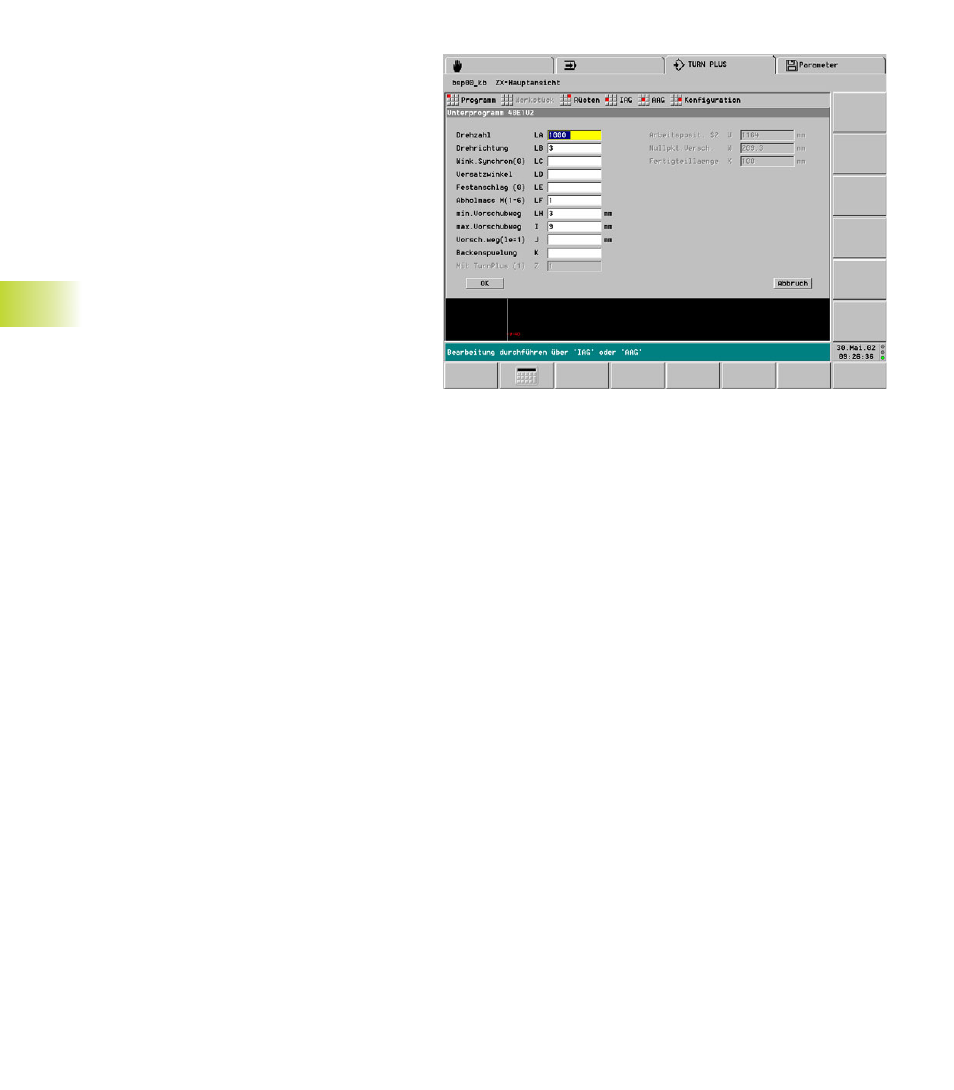
Übergabe-Parameter bei Expertenprogramm mit
anderem Namen
Drehzahl bei der Teileübergabe (LA)
Drehrichtung der Spindel (LB):
■
3: CW
■
4: CCW
Winkelsynchronlauf (LC):
■
0: Winkelsynchronlauf
■
1: Drehzahlsynchronlauf
Versatzwinkel (LD): bei Winkelsynchronlauf
Festanschlag (LE):
■
0: mit Fahren auf Festanschlag
■
1: ohne Fahren auf Festanschlag
Abholmaß (LF): Abholposition in Maschinenmaß n
(n: 1..6)
minimaler Vorschubweg (LH): für „Fahren auf Fest-
anschlag“ (siehe Maschinen-Handbuch)
maximaler Vorschubweg (I): für „Fahren auf Festan-
schlag“ (siehe Maschinen-Handbuch)
Vorschubweg (J): für „Fahren auf Festanschlag“ (sie-
he Maschinen-Handbuch)
Backenspülung (K): siehe Maschinen-Handbuch
Übergabe-Parameter – zur Information
Mit TURN PLUS (Z):
■
1: Arbeiten auf der Gegenspindel vorbe-
reiten (Konvertierungen einschalten, Null-
punkt-Verschiebung, etc.)
Arbeitsposition $2 (U): Vorschlagswert: Nullpunkt-
Offset z.B. aus Maschinen-Parameter 1164
für Z-Achse $1 (siehe Skizze)
Nullpunkt-Verschiebung (W): Verschiebung des NC-
Nullpunktes (Berechnung: Abstand
Referenzpunkt Futter bis Anschlagkante
Spannbacke + Fertigteillänge)
Fertigteillänge (LF): aus der Werkstückbeschreibung
6.1
1 Rüst
e
n
Umspannen – Komplettbearbeitung zurück zur 1.
Aufspannung
Wenn Sie nach Bearbeitung der zweiten Auf-
spannung Korrekturen/Optimierungen in der Geo-
metrie oder Bearbeitung vornehmen wollen, keh-
ren Sie mit dieser Funktion zum „Ausgangspunkt
der Bearbeitung“ zurück. Die Arbeitsblöcke der 2.
Aufspannung werden verworfen.