8 gewindezyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 153
HEIDENHAIN CNC PILOT 4290
141
■
„Vorschub-Stop“ wirkt am Ende eines
Gewindeschnitts.
■
Vorschuboverride ist nicht wirksam.
■
Spindeloverride ist nicht wirksam.
■
Gewinde mit G95 (Vorschub pro Um-
drehung) erstellen.
■
Vorsteuerung ist ausgeschaltet.
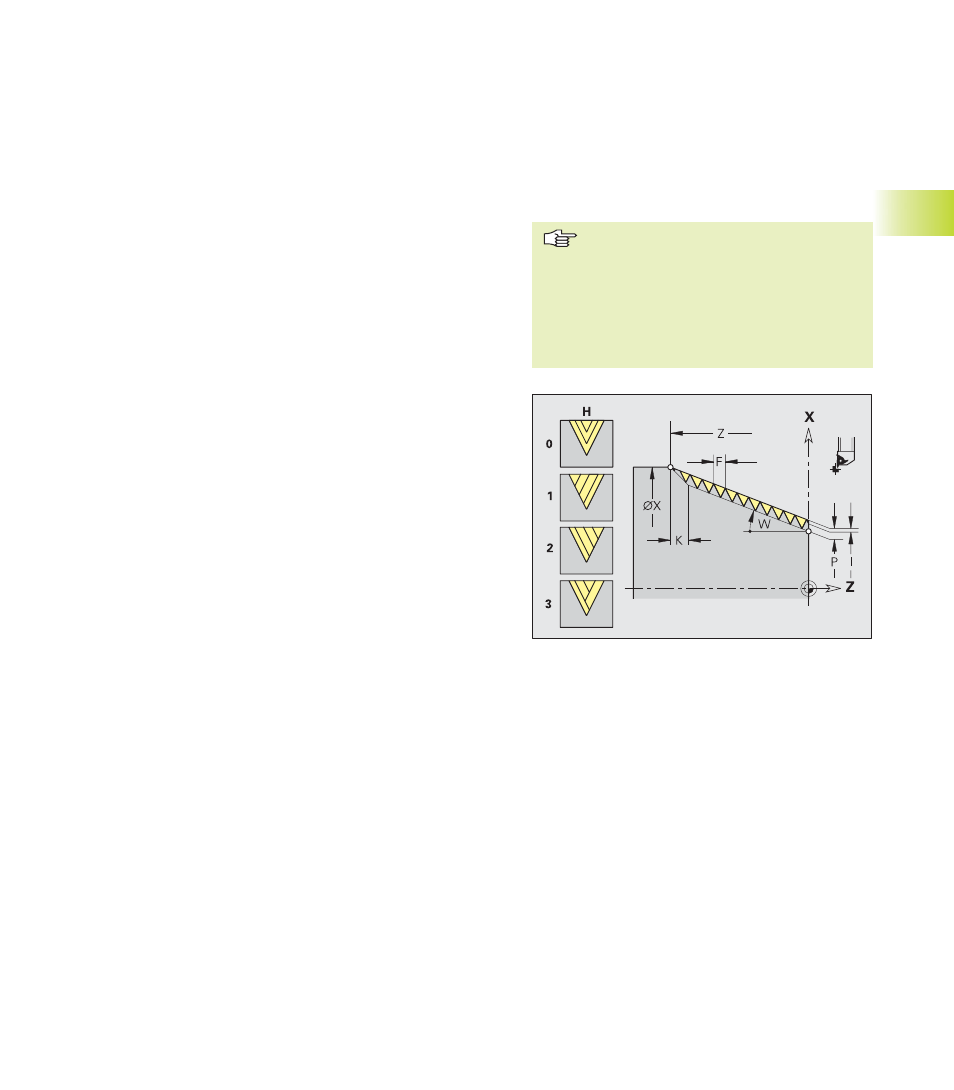
Einfacher Gewindezyklus G32
G32 erstellt ein einfaches Gewinde in beliebiger Richtung und Lage
ohne Vorsteuerung (Längs-, Kegel- oder Plangewinde; Innen- oder
Außengewinde). G32 ermittelt das Gewinde anhand von „Endpunkt
Gewinde", „Gewindetiefe" und aktueller Werkzeugposition. Die
Hauptbearbeitungsrichtung des Werkzeugs entscheidet, ob ein Au-
ßen- oder Innengewinde gefertigt wird.
Erste Zustellung = „Rest“ der Division Gewindetiefe/Schnitttiefe
Parameter
X, Z: Endpunkt Gewinde (X Durchmessermaß)
F:
Gewindesteigung
P:
Gewindetiefe
I:
maximale Schnitttiefe
B:
Restschnitte – default: 0
■
B=0: Aufteilung des „letzten Schnitts" in 1/2-, 1/4-, 1/8- und
1/8-Schnitt
■
B=1: ohne Restschnittaufteilung
Q:
Anzahl Leerdurchläufe nach dem letzten Schnitt (zum Abbau
des Schnittdrucks im Gewindegrund) – default: 0
K:
Auslauflänge am Gewindeende – default: 0
W:
Kegelwinkel (Bereich: –45° < W < 45°) – default: 0; Lage des
Kegelgewindes in Bezug zur Längs- oder Planachse.
■
W>0: steigende Kontur (in Bearbeitungsrichtung)
■
W<0: fallende Kontur
C:
Startwinkel (Gewindeanfang liegt definiert zu nicht-rotations-
symetrischen Konturelementen) – default: 0
H:
Versatzart (Versatz der einzelnen Zustellungen zum Glätten der
Gewindeflanken) – default: 0
■
H=0: ohne Versatz
■
H=1: Versatz von links
■
H=2: Versatz von rechts
■
H=3: Versatz abwechselnd rechts/links
4.8 Gewindezyklen
Zyklusablauf
1 errechnet die Schnittaufteilung
2 fährt einen Gewindeschnitt
3 fährt im Eilgang zurück und stellt für den nächsten
Schnitt zu
4 wiederholt 2...3 bis das Gewinde fertiggestellt ist
5 führt die Leerschnitte durch
6 fährt auf den Startpunkt zurück