8 bearbeitungsart gewinde (g31), 12 int er aktiv e arbeitsplang ener ier ung (ia g) – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 317
HEIDENHAIN CNC PILOT 4290
305
6.12.8 Bearbeitungsart Gewinde (G31)
Parameter
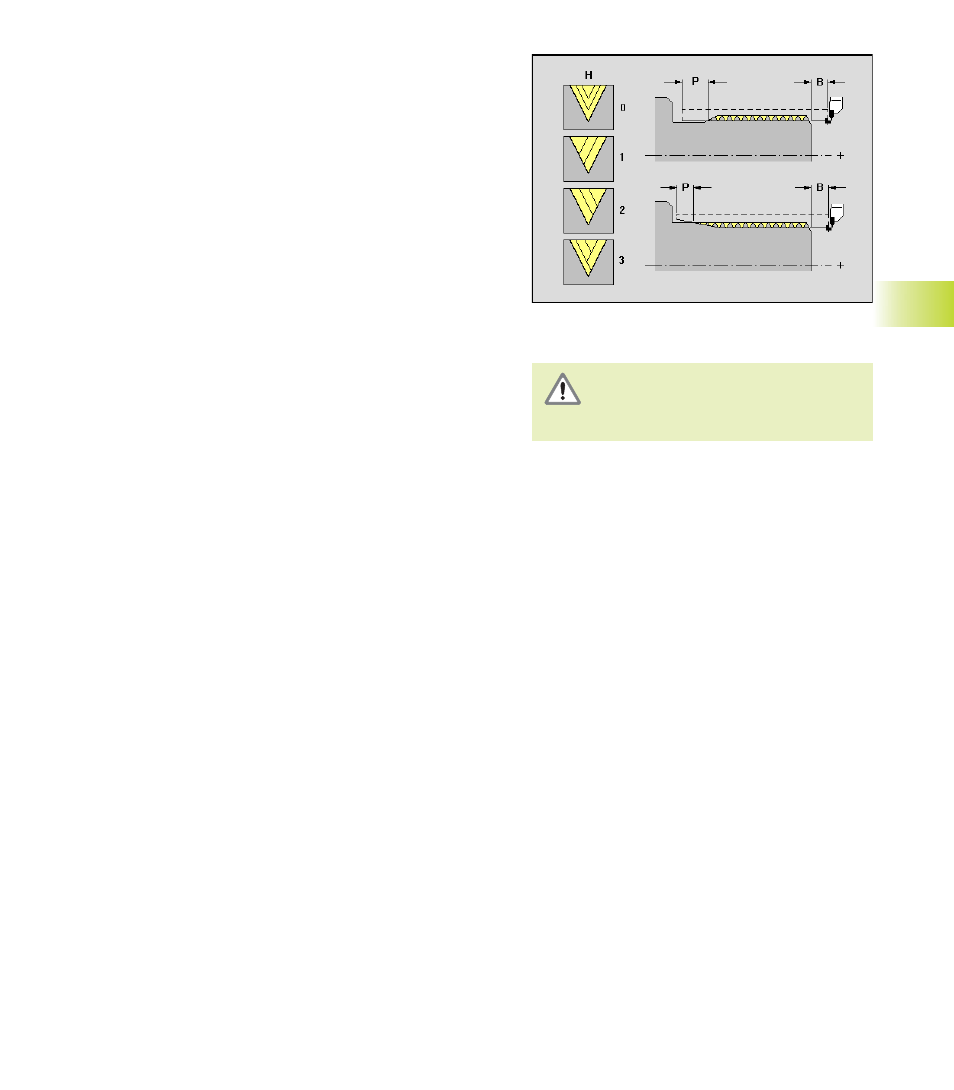
B, P:
Anlauflänge, Überlauflänge – keine Eingabe: der CNC PI-
LOT ermittelt die Länge aus nebenliegenden Freistichen
oder Einstichen. Ist kein Freistich/Einstich vorhanden, wird
„Gewindeanlauf-, Gewindeauslauflänge" aus Bearbeitungs-
Parameter 7 verwendet (siehe auch „
4.8 Gewindezyklen“).
C:
Startwinkel – wenn der Gewindeanfang definiert zu nicht
rotationssymetrischen Konturelementen liegt
I:
maximale Zustellung
V:
Zustellart
■
konstanter Querschnitt (V=0): konstanter Spanquerschnitt
bei allen Schnitten
■
konstante Zustellung (V=1)
■
(Rest-)Schnittaufteilung (V=2): Ergibt die Division Gewin-
detiefe/Zustellung einen Rest, gilt dieser „Rest" für die er-
ste Zustellung. Der „letzte Schnitt" wird in 1/2-, 1/4-, 1/8-
und 1/8-Schnitt aufgeteilt.
■
EPL-Methode (V=3): Zustellung wird aus Steigung und
Drehzahl berechnet
H:
Versatzart der einzelnen Zustellungen zum Glätten der
Gewindeflanken
■
H=0: ohne Versatz
■
H=1: Versatz von links
■
H=2: Versatz von rechts
■
H=3: Versatz abwechselnd rechts/links
Q:
Anzahl Leerschnitte – nach dem letzten Schnitt (zum Abbau
des Schnittdrucks im Gewindegrund)
6.12 Int
er
aktiv
e
Arbeitsplang
ener
ier
ung (IA
G)
Achtung Kollisionsgefahr !
Bei einer zu großen „Überlauflänge P“
besteht Kollisionsgefahr. Sie prüfen die
Überlauflänge in der Simulation.