5 bearbeit ungs-p ar amet er – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 371
HEIDENHAIN CNC PILOT 4290
359
7.5 Bearbeit
ungs-P
ar
amet
er
4 – Schruppen
Schruppen – Werkzeug-und Bearbeitungsstandards
Die Werkzeuge werden abhängig vom Bearbeitungsort und der
Hauptbearbeitungsrichtung (HBR) anhand der Einstell- und Spitzen-
winkel ausgewählt. Zusätzlich gilt:
■
Vorrangig werden Standard-Schruppwerkzeuge eingesetzt.
■
Alternativ werden Werkzeuge eingesetzt, die eine komplette
Bearbeitung ermöglichen.
■
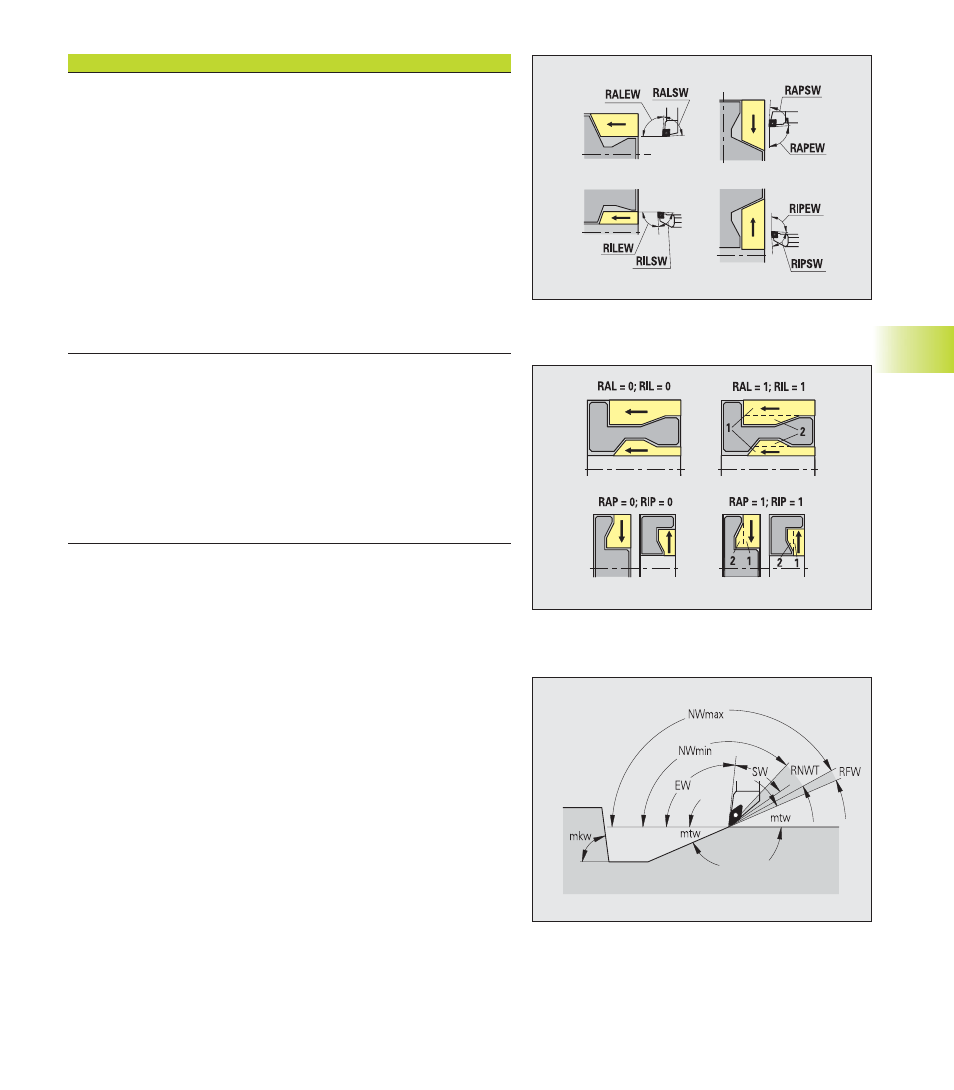
Einstellwinkel – Außen/Längs [RALEW]
■
Spitzenwinkel – Außen/Längs [RALSW]
■
Einstellwinkel – Außen/Plan [RAPEW]
■
Spitzenwinkel – Außen/Plan [RAPSW]
■
Einstellwinkel – Innen/Längs [RILEW]
■
Spitzenwinkel – Innen/Längs [RILSW]
■
Einstellwinkel – Innen/Plan [RIPEW]
■
Spitzenwinkel – Innen/Plan [RIPSW]
Parameter zur Bearbeitung der Konturbereiche:
■
Standard/Komplett – Außen/Längs [RAL]
■
Standard/Komplett – Innen/Längs [RIL]
■
Standard/Komplett – Außen/Plan [RAP]
■
Standard/Komplett – Innen/Plan [RIP]
Eingabe:
■
0: Komplett-Schruppbearbeitung mit Eintauchen. TURN PLUS
sucht ein Werkzeug für die Komplett-Bearbeitung.
■
1: Standard-Schruppbearbeitung ohne Eintauchen
Schruppen – Werkzeugtoleranzen und Aufmaße
Für die Werkzeugwahl gilt:
■
Einstellwinkel (EW): EW >= mkw (mkw: ansteigender Kontur-
winkel)
■
Einstell- (EW) und Spitzenwinkel (SW):
NWmin < (EW+SW) < NWmax
■
Nebenwinkel (RNWT): RNWT = NWmax – NWmin
■
Nebenwinkeltoleranz [RNWT] – Toleranzbereich für Werkzeug-
nebenschneide
■
Freischnittwinkel [RFW] – minimale Differenz Kontur – Neben-
schneide