5 bearbeit ungs-p ar amet er – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 377
HEIDENHAIN CNC PILOT 4290
365
7.5 Bearbeit
ungs-P
ar
amet
er
Gewindedrehen – Bearbeitung
■
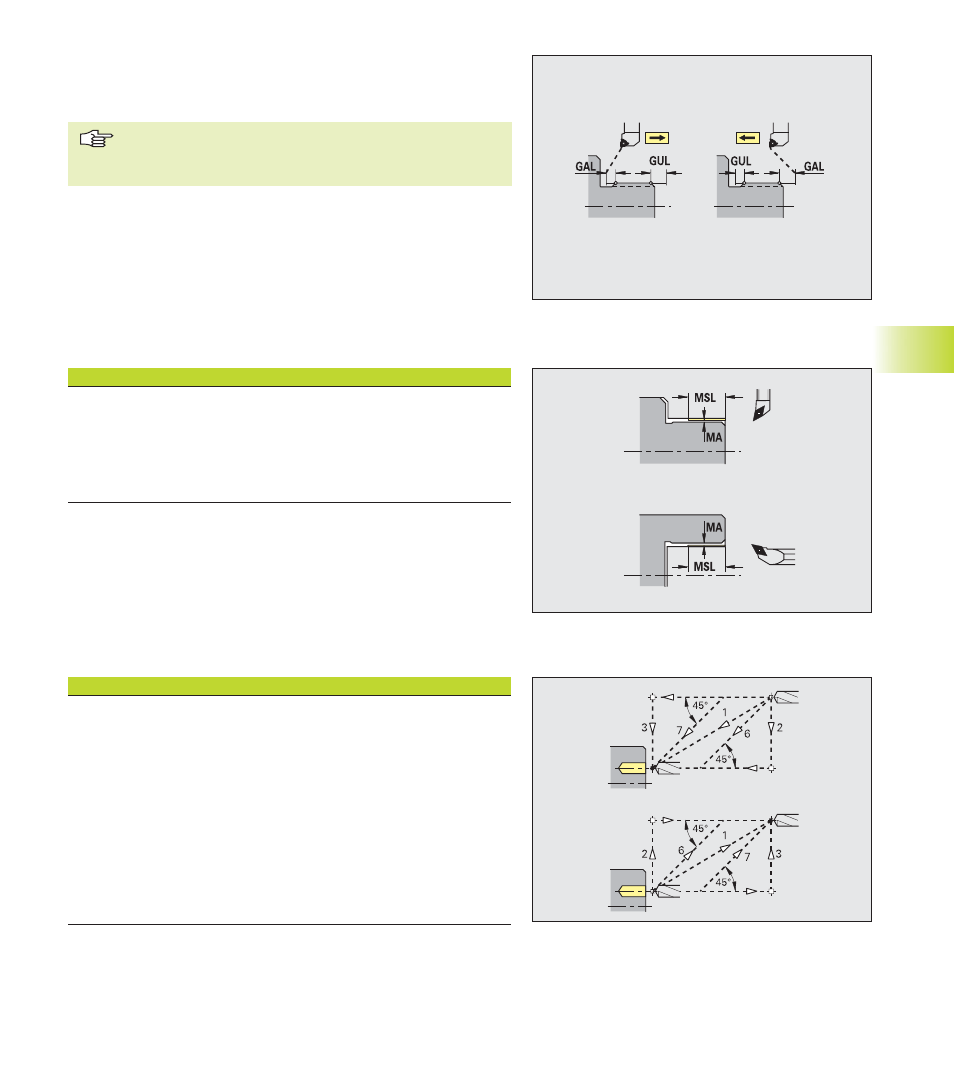
Gewindeanlauflänge [GAL] – Anlauf vor dem Gewindeanschnitt.
■
Gewindeauslauflänge [GUL] – Auslauf (Überlauf) nach dem Ge-
windeschnitt.
GAL/GUL werden als Gewindeattribute „Anlauflänge B /
Auslauflänge P“ übernommen, wenn sie nicht als Attri-
bute eingegeben wurden.
8 – Messen
Messen – Messverfahren
■
Messart [MART] – eingebunden.
■
1: manuelles Messen – ruft Expertenprogramm auf
■
2, 3: werden z.Zt. nicht verwendet
■
Messschleifenzähler [MC] – gibt an, in welchen Intervallen ge-
messen werden soll.
Messen – Messschleifengeometrie
■
Messaufmaß [MA] – welches sich noch auf dem zu messenden
Element befindet.
■
Messschnittlänge [MSL]
Die Messparameter werden den Passungselementen als Attribut
zugeordnet.
9 – Bohren
Bohren – An- und Abfahren
■
Anfahren Stirnfläche [ANBS]
■
Anfahren Mantelfläche [ANBM]
■
Abfahren Stirnfläche [ABGA]
■
Abfahren Mantelfläche [ABGI]
Anfahrart/Abfahrart:
■
1: X- und Z-Richtung gleichzeitig
■
2: erst X- dann Z-Richtung
■
3: erst Z- dann X-Richtung
■
6: Mitschleppen, X- vor Z-Richtung
■
7: Mitschleppen, Z- vor X-Richtung
An- und Abfahrbewegungen erfolgen im Eilgang (G0).