7 dr ehzyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 139
HEIDENHAIN CNC PILOT 4290
127
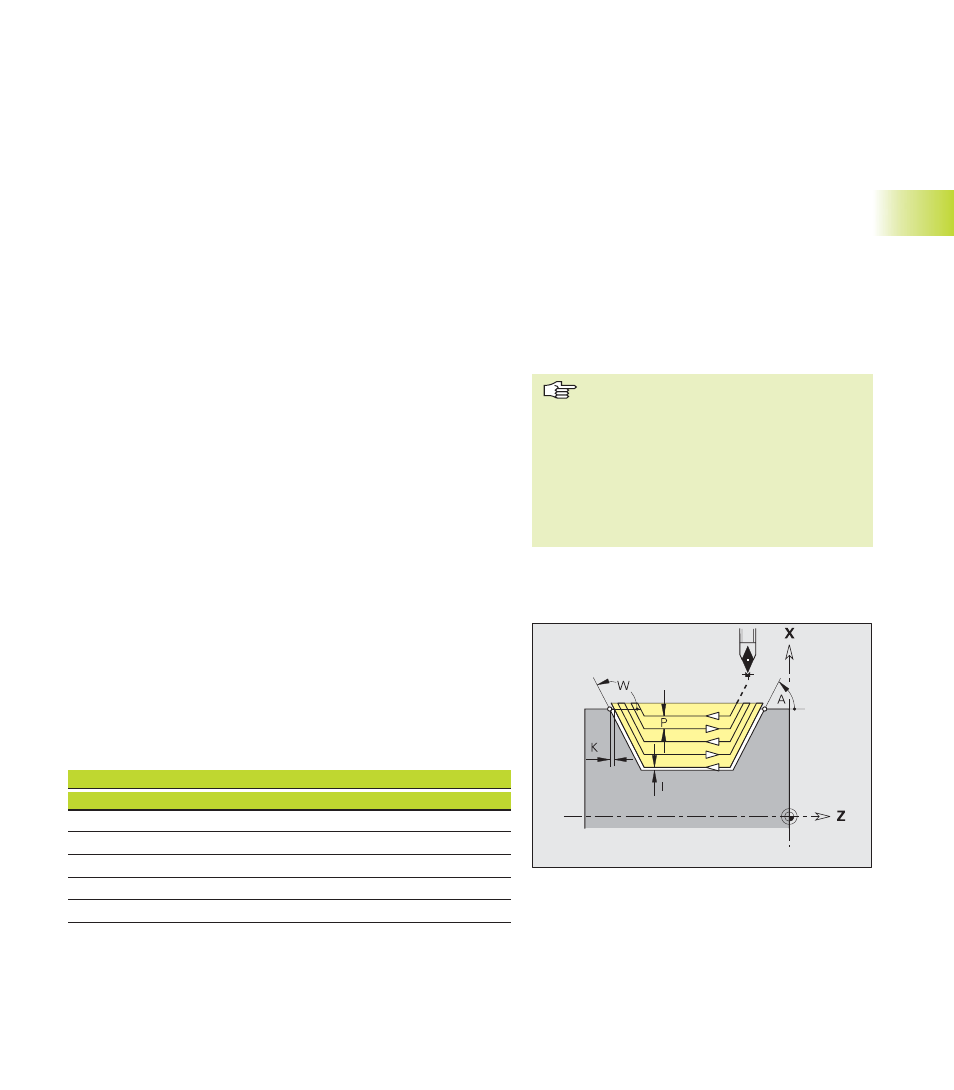
Konturparallel mit neutralem Wkz G835
G835 zerspant den durch „NS, NE" beschriebenen Konturbereich
konturparallel und bidirektional. Der CNC PILOT erkennt anhand der
Werkzeugdefinition, ob eine Außen- oder Innenbearbeitung vor-
liegt.
Gegebenenfalls wird die Zerspanungsfläche in mehrere Bereiche
unterteilt (zum Beispiel bei Konturtälern).
Die einfachste Form der Programmierung besteht in der Angabe
von NS, NE und P.
Parameter
NS:
Anfang--Satznummer (Beginn des Konturabschnitt)
NE:
Ende-Satznummer (Ende des Konturabschnitt)
P:
maximale Zustellung
I:
Aufmaß in X-Richtung (Durchmessermaß) – default: 0
K:
Aufmaß in Z-Richtung – default: 0
X:
Schnittbegrenzung in X-Richtung (Durchmessermaß) – default:
keine Schnittbegrenzung
Z:
Schnittbegrenzung in Z-Richtung – default: keine Schnitt-
begrenzung
A:
Anfahrwinkel (Bezug: Z-Achse) – default: 0°/180° (parallel zur
Z-Achse)
W:
Abfahrwinkel (Bezug: Z-Achse) – default: 90°/270° (rechtwink-
lig zur Z-Achse)
Q:
Freifahrart bei Zyklusende – default: 0
■
Q=0: zurück zum Startpunkt (erst X- dann Z-Richtung)
■
Q=1: positioniert vor der fertigen Kontur
■
Q=2: hebt auf Sicherheitsabstand ab und stoppt
V:
Kennung Anfang/Ende – default: 0
Eine Fase/Verrundung wird bearbeitet:
■
V=0: am Anfang und am Ende
■
V=1: am Anfang
■
V=2: am Ende
■
V=3: keine Bearbeitung
■
V=4: Fase/Verrundung wird bearbeitet – nicht das Grundele-
ment (Voraussetzung: Konturabschnitt mit einem Element)
D:
Elemente ausblenden (beeinflusst die Bearbeitung von
Freistichen, Freidrehungen: siehe Tabelle) – default: 0
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
•
•
–
„•“: Elemente ausblenden
4.7 Dr
ehzyklen
Schneidenradiuskorrektur: wird durch-
geführt
G57-Aufmaß: „vergrößert“ die Kontur
(auch Innenkonturen)
G58-Aufmaß:
■
>0: „vergrößert“ die Kontur
■
<0: wird nicht verrechnet
G57-/G58-Aufmaße werden nach
Zyklusende gelöscht
Zyklusablauf
1 errechnet die Zerspanungsbereiche und die
Schnittaufteilung (Zustellung)
2 stellt vom Startpunkt aus für den ersten Schnitt
unter Berücksichtigung des Sicherheitsabstandes
zu
3 führt den Schruppschnitt durch
4 stellt für den nächsten Schnitt zu und führt den
Schruppschnitt in entgegengesetzter Richtung
durch
5 wiederholt 3...4 bis der Zerspanbereich bearbeitet
ist
6 wiederholt gegebenenfalls 2...5 bis alle Zerspa-
nungsbereiche bearbeitet sind
7 fährt so wie in „Q“ programmiert frei