5 bearbeit ungs-p ar amet er – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 368
7 Parameter und Betriebsmittel
356
7.5 Bearbeit
ungs-P
ar
amet
er
Fortsetzung nächste Seite
AAG – Definition der Anfahrart: entsprechende Bearbeitungs-Para-
meter; Wechselposition: eingestellter Werkzeugwechselpunkt
■
2: Anfahren des Werkzeugwechselpunktes mit G14.
■
3: Anfahren einer berechneten Wechselposition mit G0 – TURN
PLUS berechnet anhand des aktuellen und des folgenden Werk-
zeugs die optimale Wechselposition
■
Drehzahlbegrenzung [SMAX]: globale Drehzahlbegrenzung – Sie
können im „Programmkopf“ des TURN PLUS-Programms eine
kleinere Drehzahlbegrenzung definieren (siehe „
6.2.2 Programm-
kopf“).
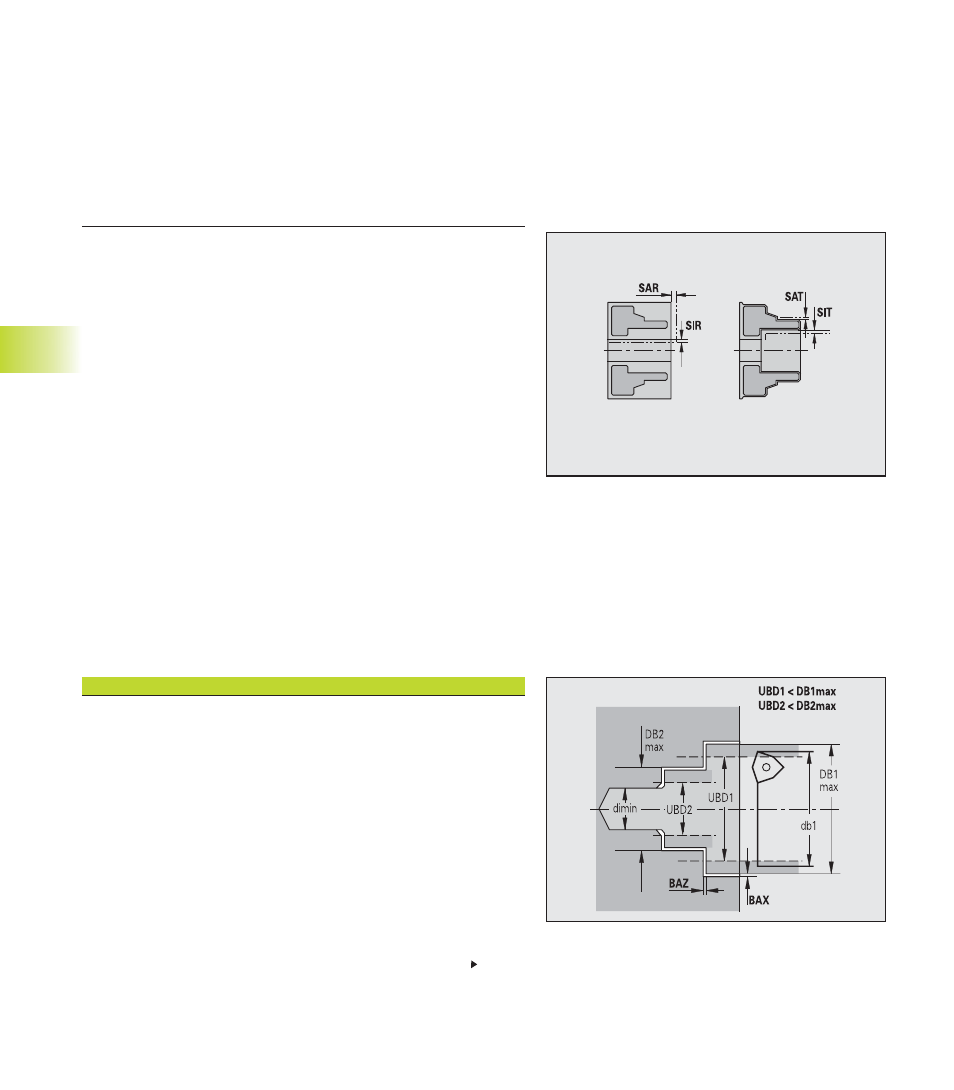
Globale Sicherheitsabstände
■
Außen auf Rohteil [SAR] – Abstand auf das äußere Rohteil
■
Innen auf Rohteil [SIR] – Abstand auf das innere Rohteil
■
Außen auf bearbeitetes Teil [SAT] – Abstand auf das äußere vor-
bearbeitete Werkstück
■
Innen auf bearbeitetes Teil [SIT] – Abstand auf das innere vorbe-
arbeitete Werkstück
TURN PLUS berücksichtigt SAR/SIR bei allen Drehschruppbearbei-
tungen und beim zentrischen Vorbohren.
SAT/SIT gilt bei vorbearbeiteten Werkstücken für:
■
die Fertigbearbeitung
■
das Stechdrehen
■
das Konturstechen
■
das Einstechen
■
das Gewindeschneiden
■
das Messen
3 – Zentrisches Vorbohren
Vorbohren – Werkzeugwahl, Aufmaße
Das Vorbohren erfolgt in maximal 3 Stufen:
■
1. Vorbohrstufe (Grenzdurchmesser UBD1)
■
2. Vorbohrstufe (Grenzdurchmesser UBD2)
■
Fertigbohrstufe
■
1. Bohrgrenzdurchmesser [UBD1]
■
1. Vorbohrstufe: wenn UBD1 < DB1max
■
Werkzeugwahl: UBD1 <= db1 <= DB1max
■
2. Bohrgrenzdurchmesser [UBD2]
■
2. Vorbohrstufe: wenn UBD2 < DB2max
■
Werkzeugwahl: UBD2 <= db2 <= DB2max
■
Fertigbohren erfolgt bei: dimin <= UBD2
■
Werkzeugwahl: db = dimin