5 bearbeit ungs-p ar amet er – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 373
HEIDENHAIN CNC PILOT 4290
361
7.5 Bearbeit
ungs-P
ar
amet
er
5 – Schlichten
Schlichten – Werkzeug-und Bearbeitungsstandards
Die Werkzeuge werden abhängig vom Bearbeitungsort und der
Hauptbearbeitungsrichtung (HBR) anhand der Einstell- und Spitzen-
winkel ausgewählt. Zusätzlich gilt für die Werkzeugwahl:
■
Vorrangig werden Standard-Schlichtwerkzeuge eingesetzt.
■
Kann das Standard-Schlichtwerkzeug die Formelemente Freidre-
hungen (Form FD) und Freistiche (Form E, F, G) nicht bearbeiten,
dann werden die Formelemente nacheinander ausgeblendet.
TURN PLUS versucht iterativ die „Restkontur“ zu bearbeiten. Die
ausgeblendeten Formelemente werden danach einzeln mit ei-
nem geeigneten Werkzeug bearbeitet.
■
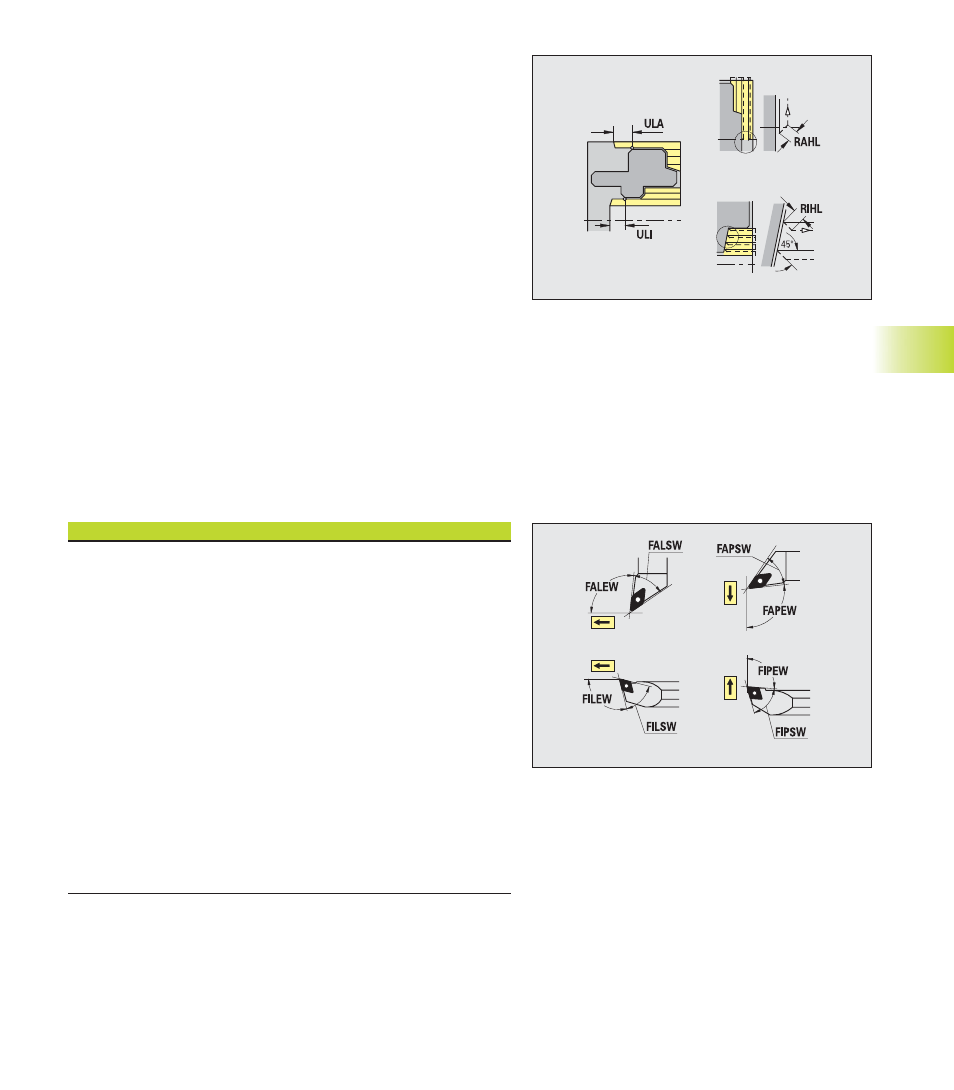
Einstellwinkel – Außen/Längs [FALEW]
■
Spitzenwinkel – Außen/Längs [FALSW]
■
Einstellwinkel – Außen/Plan [FAPEW]
■
Spitzenwinkel – Außen/Plan [FAPSW]
■
Einstellwinkel – Innen/Längs [FILEW]
■
Spitzenwinkel – Innen/Längs [FILSW]
■
Einstellwinkel – Innen/Plan [FIPEW]
■
Spitzenwinkel – Innen/Plan [FIPSW]
Schruppen – Bearbeitungs – Zyklen
■
Überhanglänge Außen [ULA]: Länge, um die bei der Außenbear-
beitung in Längsrichtung über den Zielpunkt hinaus geschruppt
wird. – Wird nicht eingehalten, wenn die Schnittbegrenzung vor
oder innerhalb der Überhanglänge liegt.
■
Überhanglänge Innen [ULI] (siehe auch „
6.15.5 Innenkonturen“)
■
Länge, um die bei der Innenbearbeitung in Längsrichtung über
den Zielpunkt hinaus geschruppt wird. – Wird nicht eingehalten,
wenn die Schnittbegrenzung vor oder innerhalb der Überhang-
länge liegt.
■
Wird zur Bohrtiefenberechnung beim zentrischen Vorbohren ge-
nutzt.
■
Abhebelänge Außen [RAHL]
■
Abhebelänge Innen [RIHL]
Abhebelänge für Glättungsvarianten (H=1, 2) der Schruppzyklen
(G810, G820) bei der Außenbearbeitung (RAHL) / Innenbearbei-
tung (RIHL).
■
Schnittiefenreduzier-Faktor [SRF] – Bei Schruppvorgängen mit
Werkzeugen, die nicht in der Hauptbearbeitungsrichtung einge-
setzt werden, wird die Zustellung (Schnittiefe) reduziert. Berech-
nung der Zustellung (P) für die Schruppzyklen (G810, G820):
P = ZT * SRF (ZT: Zustellung aus der Technologie-Datenbank)