5 geometr ie-bef ehle – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 118
4 DIN PLUS
106
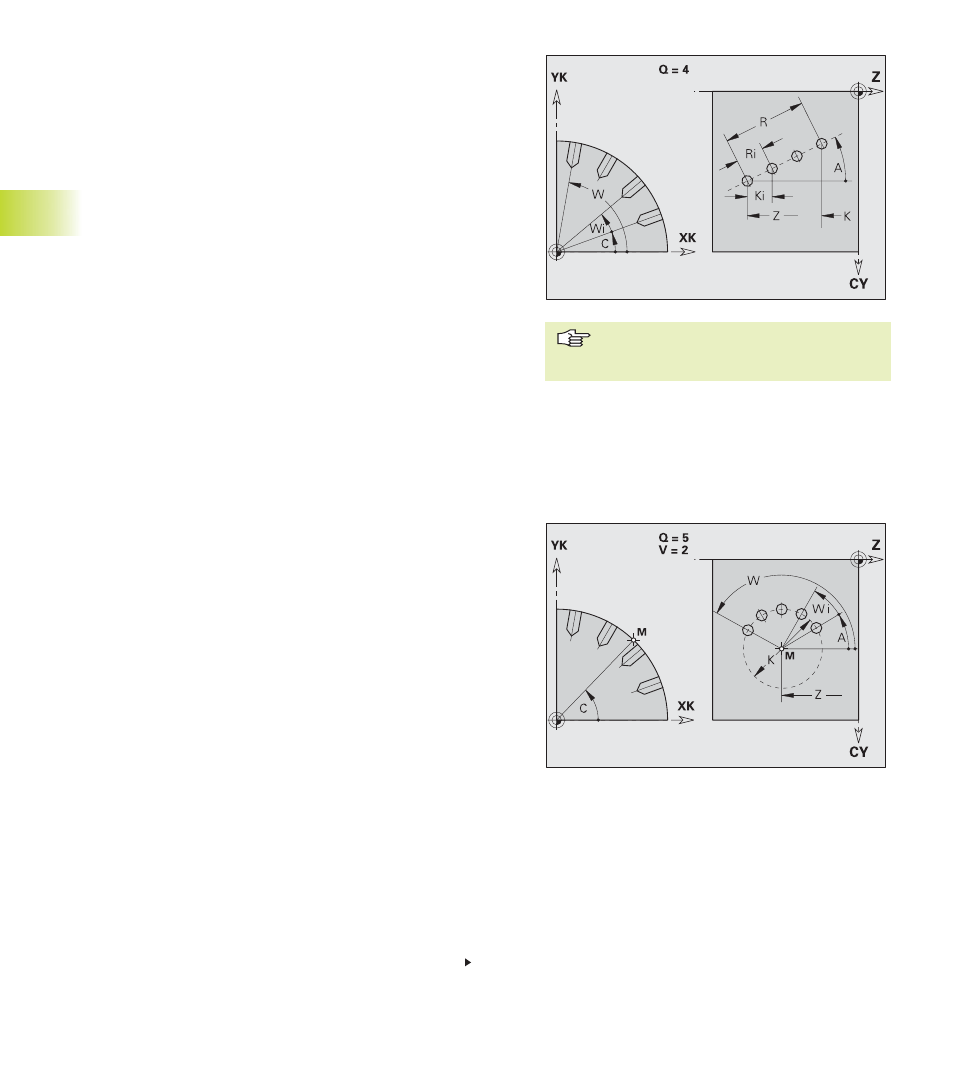
Muster zirkular Mantelfläche G412-Geo
G412 wirkt auf die im Folgesatz definierte Bohrung/Figur
(G310..315, 317).
Programmierhinweise
■
Bohrung/Figur im Folgesatz ohne Mittelpunkt programmieren. –
Ausnahme zirkulare Nut: der „Krümmungsmittelpunkt I, J“, wird
auf die Musterposition addiert (siehe „
4.5.8 Zirkulares Muster
mit zirkularen Nuten“).
■
Der Fräszyklus (Abschnitt BEARBEITUNG) ruft die Bohrung/Figur
im Folgesatz auf – nicht die Musterdefinition.
Parameter
Q:
Anzahl der Figuren
K:
Kreisdurchmesser
A:
Anfangswinkel – Position der ersten Figur (Bezug: Z-Achse) –
default: 0°
W:
Endwinkel – Position der letzten Figur (Bezug: Z-Achse) – de-
fault: 360°
Wi:
Abstand zwischen Figuren
Bei Programmierung von „Q, Z und C“
werden die Bohrungen/Figuren gleich-
mäßig auf dem Umfang angeordnet.
Muster linear Mantelfläche G411-Geo
G411 wirkt auf die im Folgesatz definierte Bohrung/Figur
(G310..315, 317).
Programmierhinweise
■
Bohrung/Figur im Folgesatz ohne Mittelpunkt programmieren.
■
Der Fräszyklus (Abschnitt BEARBEITUNG) ruft die Bohrung/Figur
im Folgesatz auf – nicht die Musterdefinition.
Parameter
Q:
Anzahl der Figuren – default: 1
Z:
Anfangspunkt
C:
Anfangspunkt (Anfangswinkel)
K:
Endpunkt
W:
Endpunkt (Endwinkel)
Ki:
Abstand zwischen Figuren (in Z-Richtung)
Wi:
Winkelabstand zwischen Figuren
A:
Winkel Längsachse (Bezug: Z-Achse) – default: 0°
R:
Gesamtlänge Muster
Ri:
Abstand zwischen Figuren (Musterabstand)
Fortsetzung nächste Seite
4.5 Geometr
ie-Bef
ehle