7 dr ehzyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 148
4 DIN PLUS
136
Konturwiederholzyklus G83
G83 führt mehrfach die in den Folgesätzen programmierten Funk-
tionen (einfache Verfahrwege oder Zyklen ohne Konturbeschrei-
bung) aus. G80 beendet den Bearbeitungszyklus.
Ist die Zahl der Zustellungen in X- und Z-Richtung unterschiedlich,
wird zunächst in beiden Richtungen mit den programmierten Wer-
ten gearbeitet. Die Zustellung wird auf Null gesetzt, wenn für eine
Richtung der Zielwert erreicht ist.
Hinweise zur Programmierung von G83
■
steht allein im Satz
■
darf nicht mit K-Variablen programmiert werden
■
darf nicht geschachtelt werden, auch nicht durch den Aufruf von
Unterprogrammen
Aufmaße:
■
G57-Aufmaße
■
werden vorzeichenrichtig verrechnet (daher sind Aufmaße bei
Innenbearbeitungen nicht möglich)
■
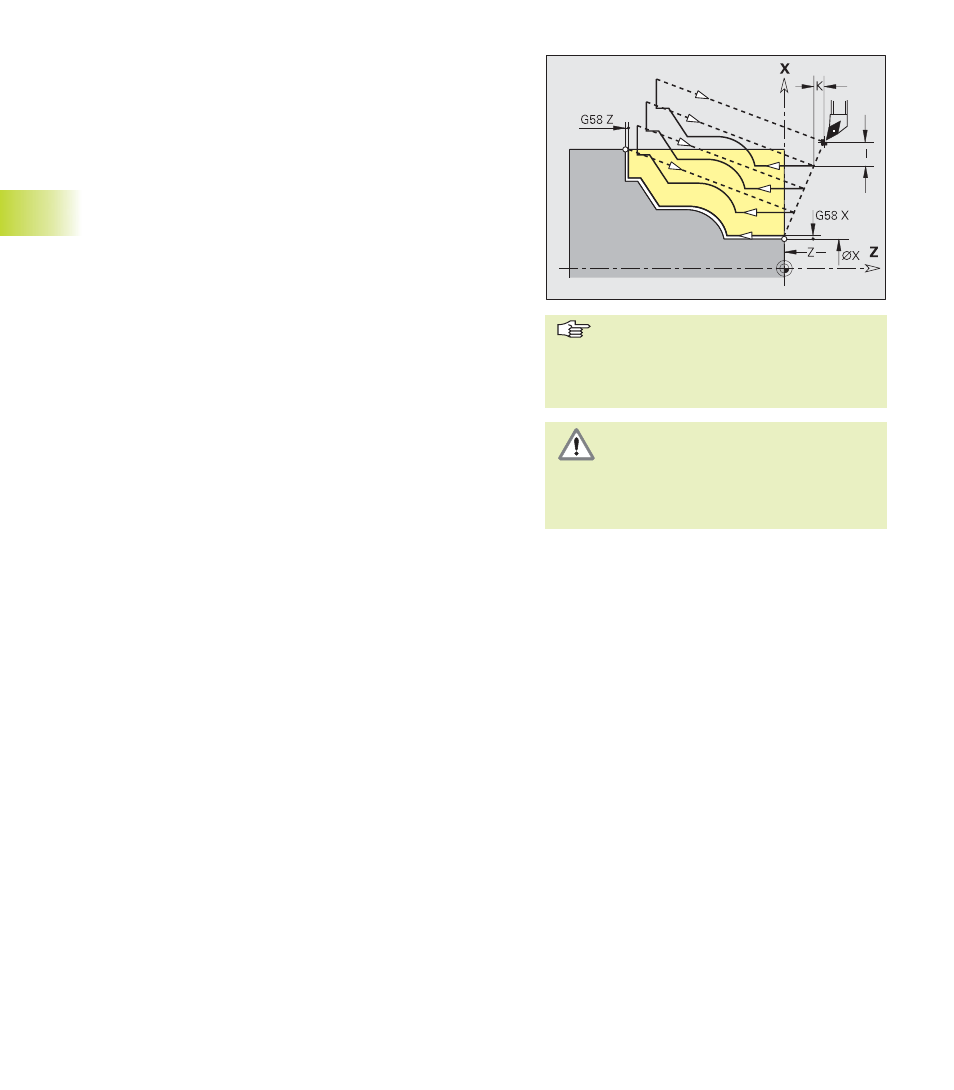
G58-Aufmaße: werden berücksichtigt, wenn Sie mit SRK arbeiten
■
G57- und G58-Aufmaße bleiben nach Zyklusende wirksam
Zyklusablauf
1 beginnt die Zyklusbearbeitung ab der Werkzeugposition
2 stellt um den in „I, K" definierten Betrag zu
3 führt die in den Folgesätzen definierte Bearbeitung durch, wobei
der Abstand der Werkzeugposition zum Konturstartpunkt als „Auf-
maß“ angenommen wird
4 fährt diagonal zurück
5 wiederholt 2...4, bis „Zielpunkt Kontur“ erreicht ist
7 fährt auf den Zyklusstartpunkt zurück
Parameter
X/Z: Zielpunkt Kontur (X Durchmessermaß) – default: Übernahme
der letzten X/Z-Koordinate.
I:
maximale Zustellung in X-Richtung (Radiusmaß) – default: 0
K:
maximale Zustellung in Z-Richtung – default: 0
■
Schneidenradiuskorrektur: wird nicht
durchgeführt. – Sie können die SRK mit
G40..G42 separat programmieren.
■
Sicherheitsabstand nach jedem
Schnitt: 1mm.
Achtung Kollisionsgefahr !
Nach einem Schnitt fährt das Werkzeug
diagonal zurück, um für den nächsten
Schnitt zuzustellen. Programmieren Sie,
wenn nötig, einen zusätzlichen Eilgang-
weg , um eine Kollision zu vermeiden.
4.7 Dr
ehzyklen