6 bearbeitungs- befehle, 1 zuordnung kontur – bearbeitung, 2 werkzeugbewegung ohne bearbeitung – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 122: 6 bearbeitungs-befehle, 6 bearbeitungs-bef ehle
4 DIN PLUS
110
Werkzeugwechselpunkt anfahren G14
Der Schlitten verfährt im Eilgang zum Werkzeugwechselpunkt. Die
Koordinaten des Wechselpunktes legen Sie im Einrichtebetrieb
fest.
Parameter
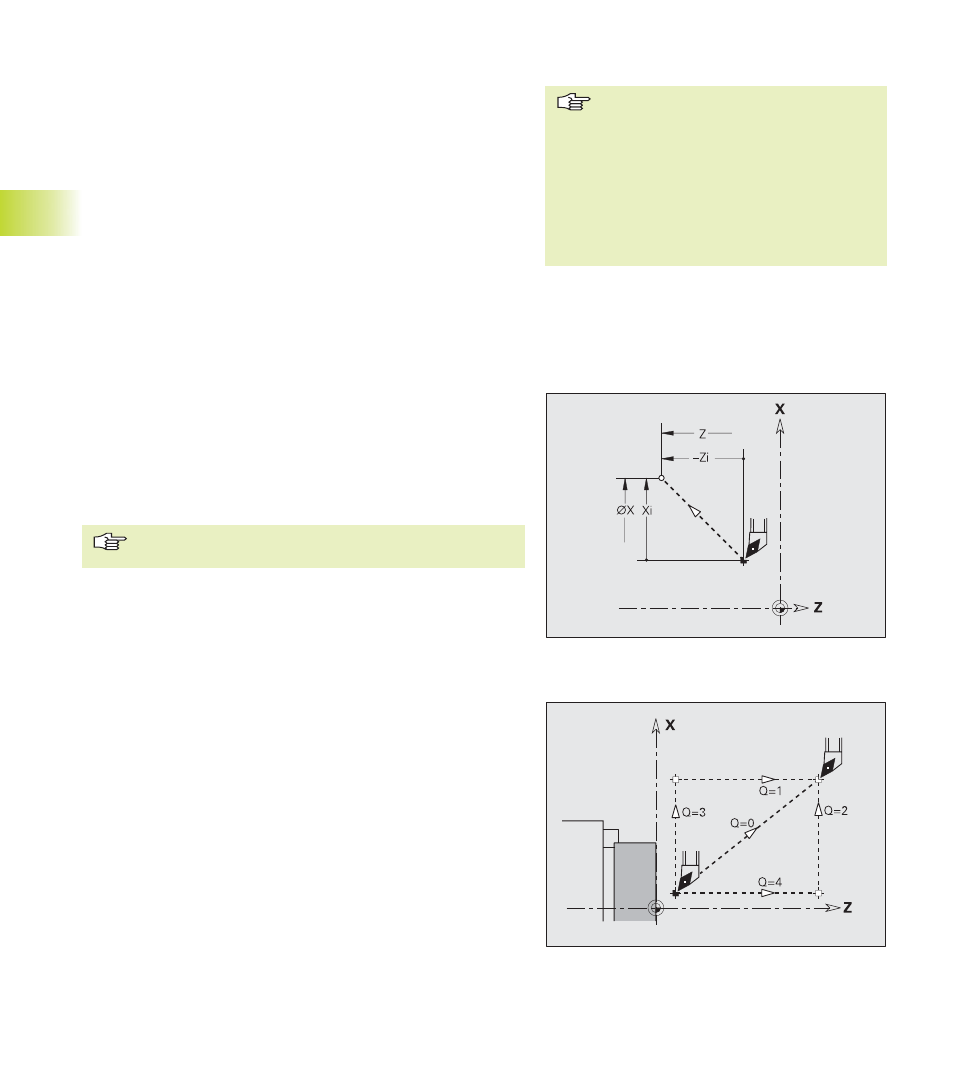
Q:
Reihenfolge – default: 0
0: diagonaler Verfahrweg
1: erst X-, dann Z-Richtung
2: erst Z-, dann X-Richtung
3: nur X-Richtung
4: nur Z-Richtung
Mit Y-Achse: siehe Benutzer-Handbuch „CNC PILOT 4290 mit Y-Ach-
se“
4.6 Bearbeitungs-Bef
ehle
4.6.2 Werkzeugbewegung ohne Bearbeitung
Eilgang G0
Das Werkzeug verfährt im Eilgang auf kürzestem Weg zum „Ziel-
punkt".
Parameter
X, Z: Durchmesser, Länge Zielpunkt (X Durchmessermaß)
Programmierung X, Z: absolut, inkremental oder
selbsthaltend
Mit Y-Achse: siehe Benutzer-Handbuch „CNC PILOT 4290 mit Y-Ach-
se“
4.6
Bearbeitungs-Befehle
4.6.1 Zuordnung Kontur – Bearbeitung
Werkstückgruppe G99
Sind in einem NC-Programm mehrere Konturbeschreibungen
(Werkstücke) definiert, ordnen Sie mit G99 die „Kontur Q“ der fol-
genden Bearbeitung zu. Die Schlittenkennung vor dem NC-Satz de-
finiert den Schlitten, der diese Kontur bearbeitet. Wurde G99 noch
nicht programmiert (zum Beispiel bei Programmstart), arbeiten alle
Schlitten auf „Kontur 1“.
Parameter
Q:
Werkstücknummer – wird in KONTUR festgelegt
D:
Spindelnummer – Spindel, die das Werkstück hält
X, Z: Verschiebung der Werkstückposition für die Simulation (X
Durchmessermaß)
■
Die Simulation
– positioniert das Werkstück anhand der
„Verschiebung X, Z“
– ermittelt und positioniert die Spann-
mittel anhand der „Spindelnummer D“
(G99 ersetzt nicht das G65)
■
Programmieren Sie G99 erneut, wenn
das Werkstück an eine andere Spindel
übergeben wird und/oder sich die Positi-
on im Arbeitsraum verschiebt.