12 sonderfunktionen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 174
4 DIN PLUS
162
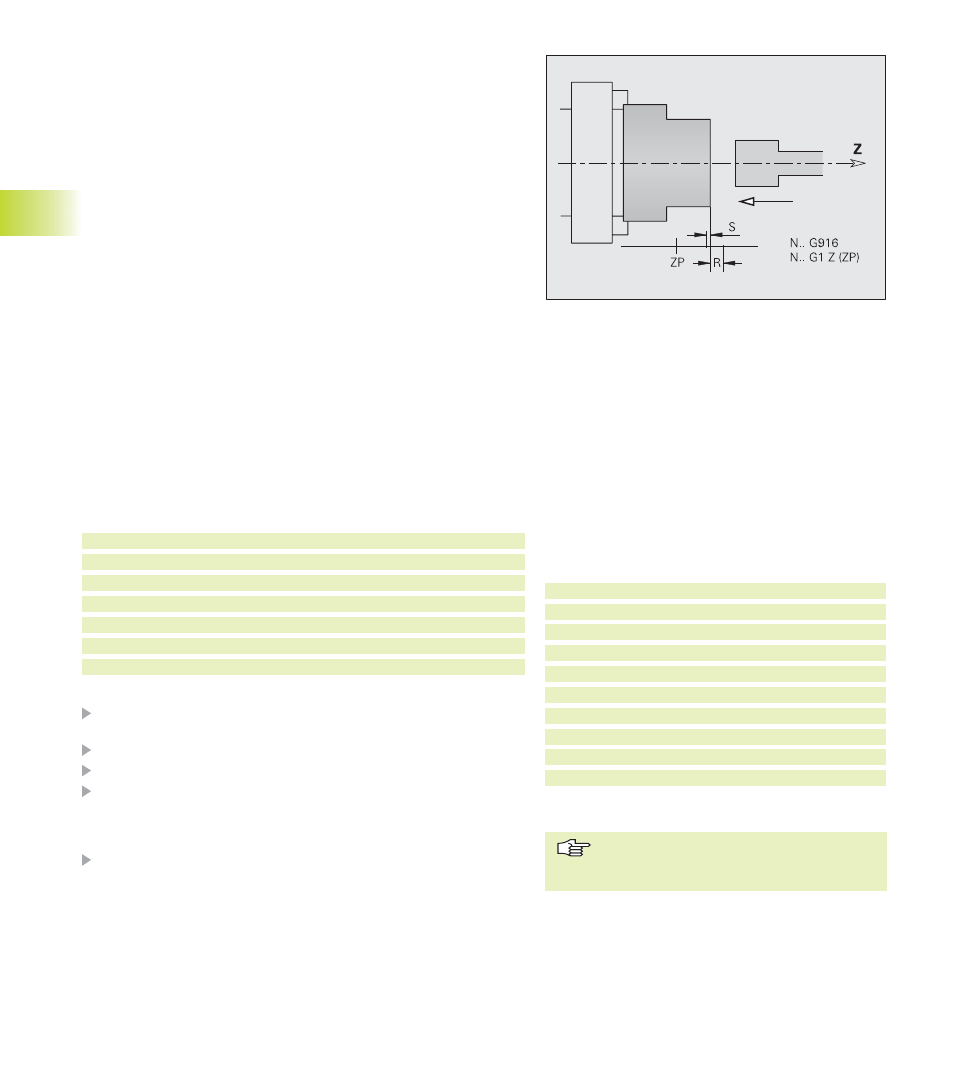
ZP: Zielposition des Verfahrbefehls
S:
Schleppfehlergrenze
R:
Reversierweg
Fahren auf Festanschlag G916
G916 schaltet die „Überwachung des Verfahrweges“ ein. Sie fah-
ren dann mit G1 auf einem „Festanschlag“. Der CNC PILOT stoppt
den Schlitten und speichert die Position. G916 erzeugt einen
„Interpreterstop“
Setzen Sie G916 für folgende Anwendungsfälle ein:
■
Fahren auf Festanschlag (G916 ohne Parameter)
Beispiel: Übernahme eines vorbearbeiteten Werkstücks mit der
zweiten, verfahrbaren Spindel, wenn die Position des Werkstücks
nicht exakt bekannt ist.
■
Reitstock-Funktion (G916 mit Parametern)
■
G916 Hx D1 aktiviert die Reitstock-Funktion und drückt das Ag-
gregat an das Werkstück an.
■
G916 D2 deaktiviert die Reitstock-Funktion
Parameter
H:
Anpressdruck in daNewton (1 daNewton = 10 Newton)
D:
■
D=1: Reitstock-Funktion aktivieren
■
D=2: Reitstock-Funktion deaktivieren
4.12 Sonderfunktionen
Programmier-Hinweise:
Schlitten ausreichend vor dem „Anschlag“ bzw. vor dem Werk-
stück positionieren
Vorschub nicht zu groß wählen (< 1000 mm/min)
G916 bzw. G916 Hx D1 im G1-Verfahrsatz programmieren
G1 .. wie folgt programmieren:
■
Zielposition liegt hinter dem Festanschlag
■
nur eine Achse verfahren
■
Minutenvorschub muss aktiv sein (G94)
G916 D2 kann mit einem G1-Verfahrsatz kombiniert werden
In den Maschinen-Parametern 1112, 1162, .. legen Sie fest:
■
Schleppfehlergrenze
■
Reversierweg
Reitstock-Funktionen
Reitstock-Funktion aktivieren. Der CNC PILOT
■
fährt bis zum Werkstück und hält an, sobald die
Anpresskraft erreicht ist – der restliche Verfahrweg
wird gelöscht
Reitstock-Funktion deaktivieren. Der CNC PILOT
■
deaktiviert die Reitstock-Funktion
■
fährt um den Schleppfehler + Reversierweg zu-
rück (MP 1112, 1162, ..)
Beispiel „Reitstock-Funktion“
$2 N.. G0 Z20 [Schlitten 2 vorpositionieren]
$2 N.. G94 F800
$2 N.. G916 H250 D1 G1 Z–10 [Reitstock-Funktion
aktivieren – Anpresskraft: 250 daN]
. . .
$2 N.. G916 D2 G1 Z100 [Reitstock-Funktion
deaktivieren und Reitstock
freifahren]
. . .
Fahren auf Festanschlag
Der CNC PILOT
■
fährt bis zum Festanschlag und hält an, sobald der Schlepp-
fehler erreicht ist – der restliche Verfahrweg wird gelöscht
■
speichert die „Anschlagposition“ in den Variablen V901..V918
■
fährt um den Schleppfehler + Reversierweg zurück (MP 1112,
1162, ..)
Beispiel „Fahren auf Festanschlag“
. . .
N.. G94 F200
$2 N.. G0 Z20 [Schlitten 2 vorpositionieren]
$2 N.. G916 G1 Z-10 [Überwachung aktivieren, Fahren auf
Festanschlag]
. . .
Die Zyklusparameter H und D stehen ab
der NC-Softwareversion 368 650-13 zur
Verfügung.