7 units – sc hlic ht en – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 119
HEIDENHAIN MANUALplus 620, CNC PILOT 640
117
2.7
Units
–
Sc
hlic
ht
en
Formular Zyklus
H
Freifahrart. Werkzeug hebt unter 45° entgegen der
Bearbeitungsrichtung ab und fährt auf die Position „I, K“
(default: 3):
0: diagonal
1: erst X-, dann Z-Richtung
2: erst Z-, dann X-Richtung
3: bleibt auf Sicherheitsabstand stehen
4: keine Freifahrbewegung (Werkzeug bleibt auf der
Endkoordinate stehen)
5: diagonal auf Startposition
6: erst X-, dann Z-Richtung auf Startposition
7: erst Z-, dann X-Richtung auf Startposition
8: mit G1 auf I und K
I, K
Zyklus Endposition. Position, die bei Zyklusende
angefahren wird (I: Durchmessermaß).
D
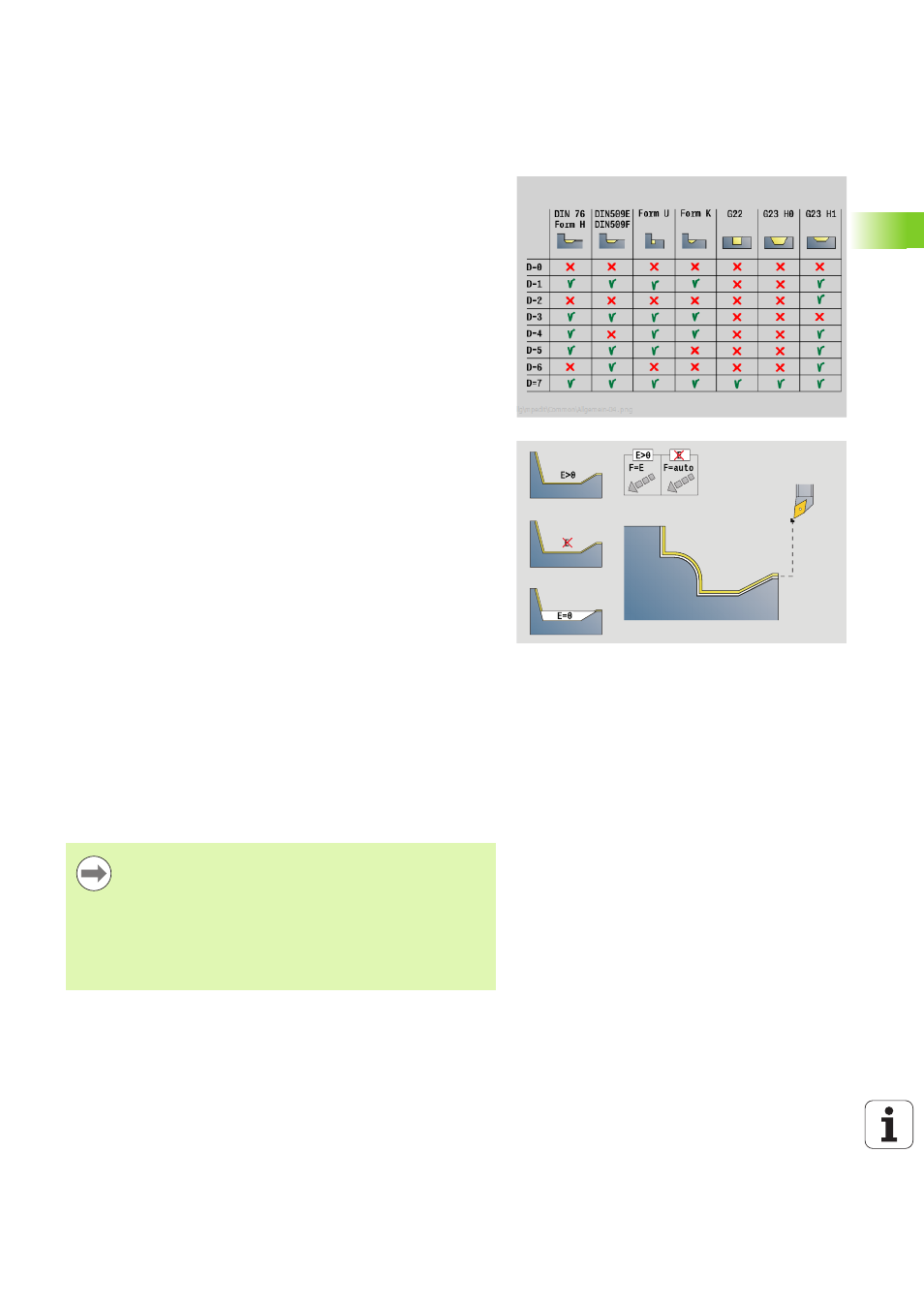
Elemente ausblenden (siehe Bild)
E
Eintauchverhalten
E=0: fallende Konturen nicht bearbeiten
E>0: Eintauchvorschub bei der Bearbeitung von
fallenden Konturelementen. Fallende Konturelemente
werden bearbeitet.
Keine Eingabe: Der Eintauchvorschub wird, bei der
Bearbeitung von fallenden Konturelementen, reduziert –
maximal 50%. Fallende Konturelemente werden
bearbeitet.
O
Vorschubreduzierung für Zirkularelemente (default: 0)
0: Vorschubreduzierung aktiv
1: keine Vorschubreduzierung
DXX
Additive Korrekturnummer 1 - 16
G58
Aufmaß Konturparallel (Radiusmaß)
DI
Aufmaß achsparallel X
DK
Aufmaß achsparallel Z
Weitere Formulare:
Bei aktiver Vorschubreduzierung wird jedes „kleine“
Konturelement mit mindestens 4 Spindelumdrehungen
bearbeietet.
Mit der Adresse Dxx aktivieren Sie eine additive Korrektur,
für den gesamten Zyklusablauf. Die additive Korrektur
wird am Zyklusende wieder abgeschaltet. Additive
Korrekturen editieren Sie in der Betriebsart
„Programmablauf“.