24 stirn-/rückseitenbearbeitung, Eilgang stirn-/rückseite g100 – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 340
338
DIN-Programmierung
4.24
Stir
n-/Rüc
kseit
enbearbeit
ung
4.24 Stirn-/Rückseitenbearbeitung
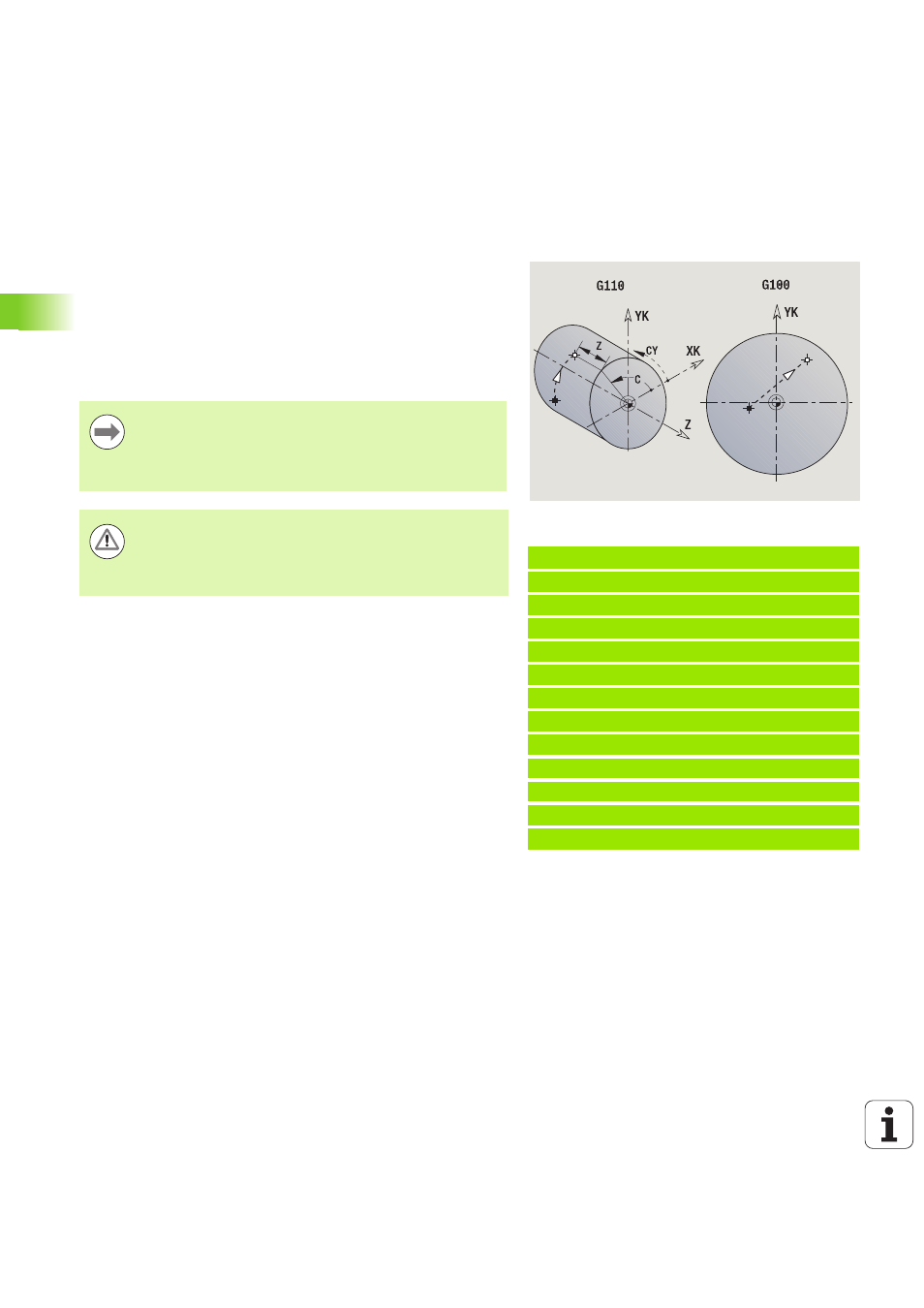
Eilgang Stirn-/Rückseite G100
G100 verfährt im Eilgang auf kürzestem Weg zum „Endpunkt".
Beispiel: G100
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5 [Eilgang Stirnseite]
N7 G101 XK50
N8 G103 XK5 YK50 R50
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N11 G14
N12 M15
. . .
Parameter
X
Endpunkt (Durchmessermaß)
C
Endwinkel – Winkelrichtung: siehe Hilfebild
XK
Endpunkt (kartesisch)
YK
Endpunkt (kartesisch)
Z
Endpunkt (default: aktuelle Z-Position)
Programmierung:
X, C, XK, YK, Z
: absolut, inkremental oder
selbsthaltend
Entweder X–C oder XK–YK programmieren
Achtung Kollisionsgefahr!
Bei G100 führt das Werkzeug eine geradlinige Bewegung
durch. Verwenden Sie G110 zur Positionierung des
Werkstücks auf einen bestimmten Winkel.