6 c-a chsk o nt ur en – gr undlag en – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 229
HEIDENHAIN MANUALplus 620, CNC PILOT 640
227
4.6 C-A
chsk
o
nt
ur
en – Gr
undlag
en
Krümmungsmittelpunkt als Referenz und Normallage
Programmierung:
Mustermittelpunkt <> Krümmungsmittelpunkt
Musterradius= Krümmungsradius
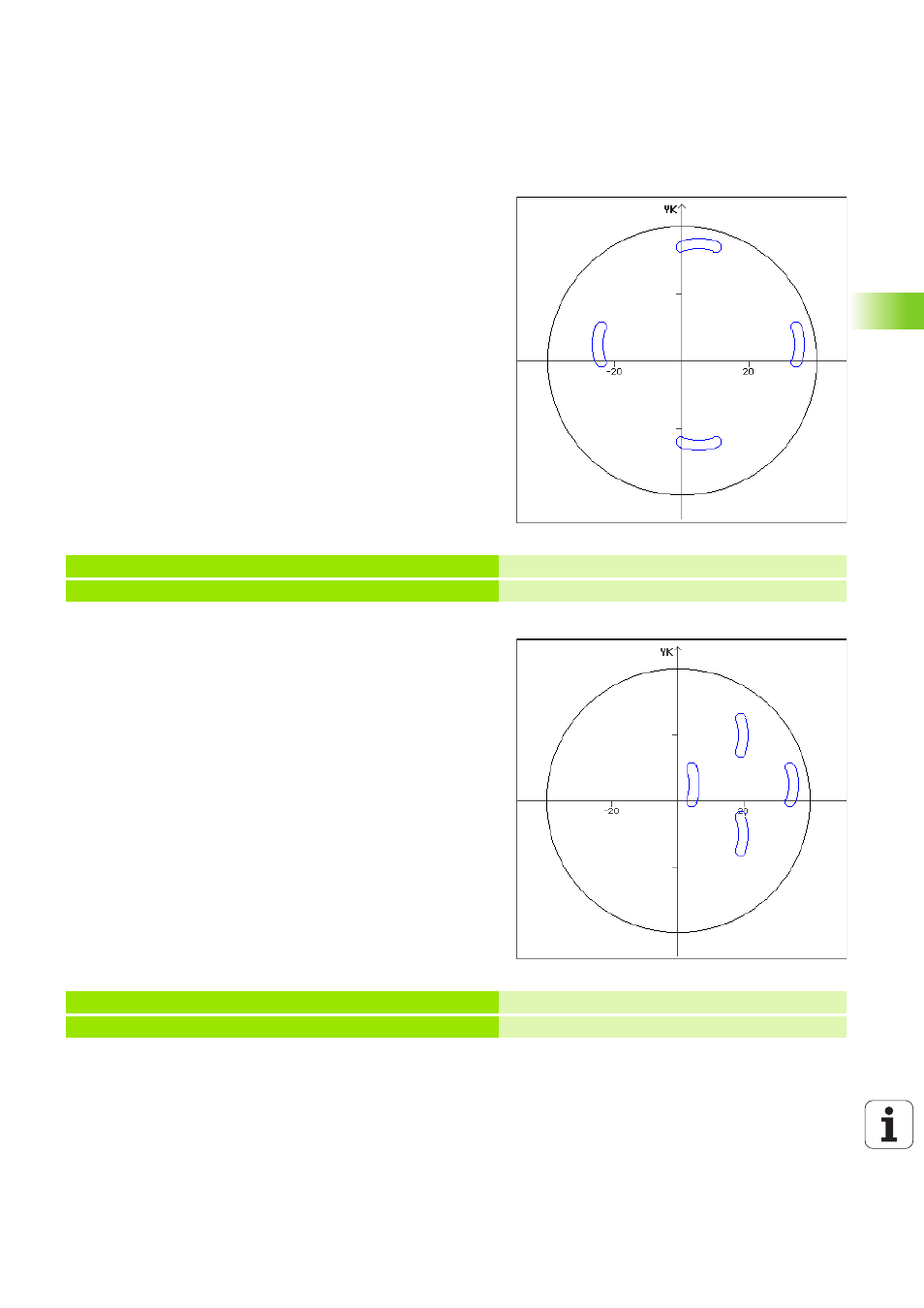
Normallage
Diese Befehle ordnen die Nuten im Abstand
„Musterradius+Krümmungsradius“ um den Mustermittelpunkt an.
Beispiel: Krümmungsmittelpunkt als Referenz, Normallage
Krümmungsmittelpunkt als Referenz und Originallage
Programmierung:
Mustermittelpunkt <> Krümmungsmittelpunkt
Musterradius= Krümmungsradius
Originallage
Diese Befehle ordnen die Nuten im Abstand
„Musterradius+Krümmungsradius“ um den Mustermittelpunkt unter
Beibehaltung des Anfangs- und Endwinkels an.
Beispiel: Krümmungsmittelpunkt als Referenz, Originallage
N.. G402 Q4 K30 A0 XK5 YK5 H0
Zirkulares Muster, Normallage
N.. G303 I0 J0 R15 A-20 W20 B3 P1
Zirkulare Nut
N.. G402 Q4 K30 A0 XK5 YK5 H1
Zirkulares Muster, Originallage
N.. G303 I0 J0 R15 A-20 W20 B3 P1
Zirkulare Nut