Konturparallel mit neutralem wkz g835, 1 7 k ont urbez o g ene dr ehzyklen – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 279
HEIDENHAIN MANUALplus 620, CNC PILOT 640
277
4.1
7
K
ont
urbez
o
g
ene
Dr
ehzyklen
Konturparallel mit neutralem Wkz G835
G835 zerspant den in „ID“ bzw. durch „NS, NE" beschriebenen
Konturbereich konturparallel und bidirektional (siehe „Mit
konturbezogenen Zyklen arbeiten” auf Seite 267). Die zu bearbeitende
Kontur darf mehrere Täler enthalten. Gegebenenfalls wird die
Zerspanungsfläche in mehrere Bereiche unterteilt.
Parameter
ID
Hilfskontur - Identnummer der zu bearbeitenden Kontur
NS
Anfang-Satznummer (Beginn des Konturabschnitts)
NE
Ende-Satznummer (Ende des Konturabschnitts)
NE nicht programmiert: Das Konturelement NS wird in
Konturdefinitionsrichtung bearbeitet.
NS=NE programmiert: Das Konturelement NS wird
entgegen Konturdefinitionsrichtung bearbeitet.
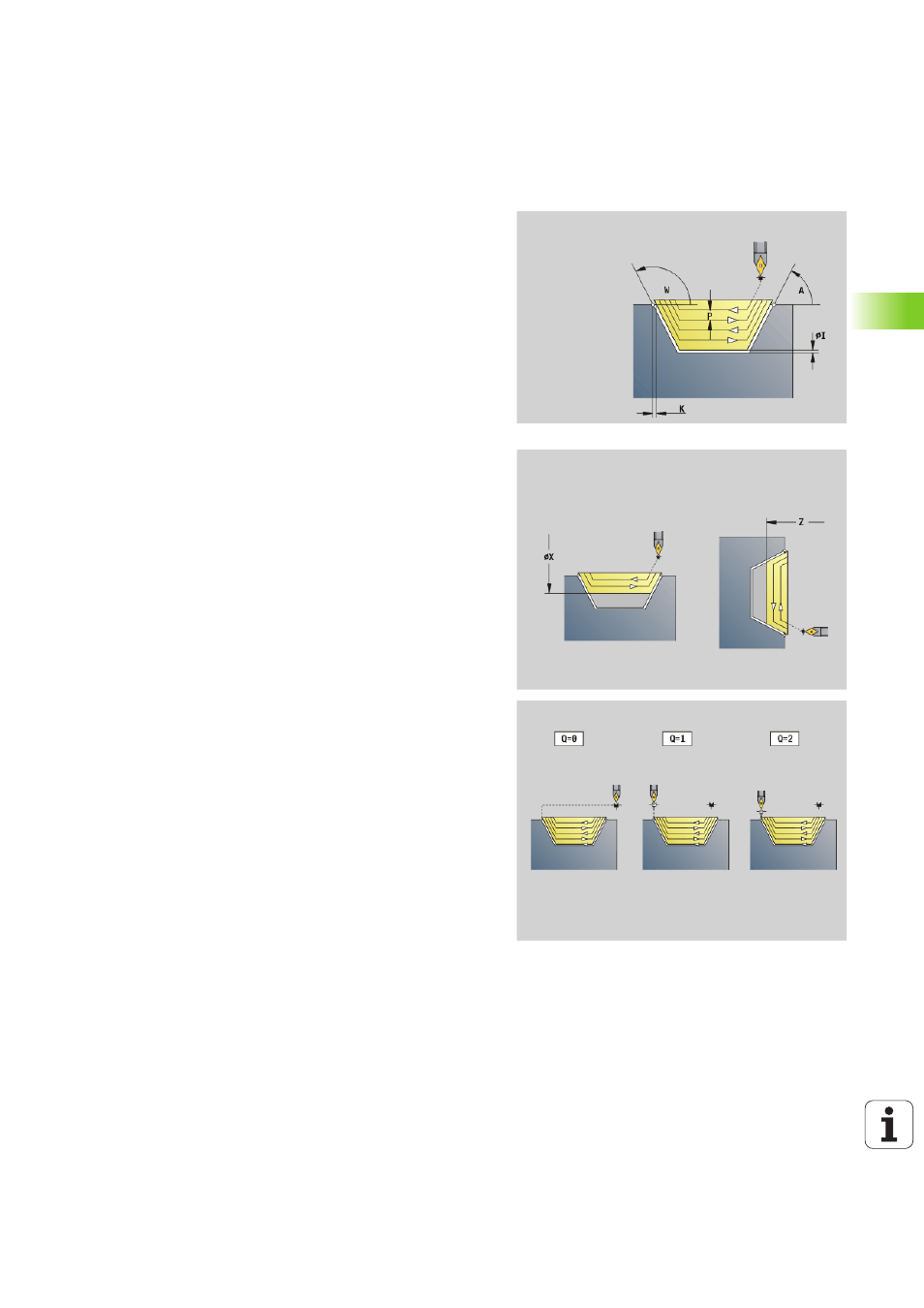
P
Maximale Zustellung
I
Aufmaß in X-Richtung (Durchmessermaß) – (default: 0)
K
Aufmaß in Z-Richtung (default: 0)
X
Schnittbegrenzung in X-Richtung (Durchmessermaß) –
(default: keine Schnittbegrenzung)
Z
Schnittbegrenzung in Z-Richtung (default: keine
Schnittbegrenzung)
A
Anfahrwinkel (Bezug: Z-Achse) – (default: 0°/180°; parallel zur
Z-Achse, bzw. bei Planwerkzeugen parallel zur X-Achse)
W
Abfahrwinkel (Bezug: Z-Achse) – (default: 90°/270°;
rechtwinklig zur Z-Achse, bzw. bei Planwerkzeugen
rechtwinklig zur X-Achse)
Q
Freifahrart bei Zyklusende (default: 0)
0: zurück zum Startpunkt (erst X- dann Z-Richtung)
1: positioniert vor der fertigen Kontur
2: hebt ab auf Sicherheitsabstand und stoppt
V
Kennung Anfang/Ende (default: 0). Eine Fase/Verrundung wird
bearbeitet:
0: am Anfang und am Ende
1: am Anfang
2: am Ende
3: keine Bearbeitung
4: Fase/Verrundung wird bearbeitet – nicht das
Grundelement (Voraussetzung: Konturabschnitt mit einem
Element)