Lineare nut stirnfläche g791, Seite 346, 26 fr äszyklen – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 348
346
DIN-Programmierung
4.26
Fr
äszyklen
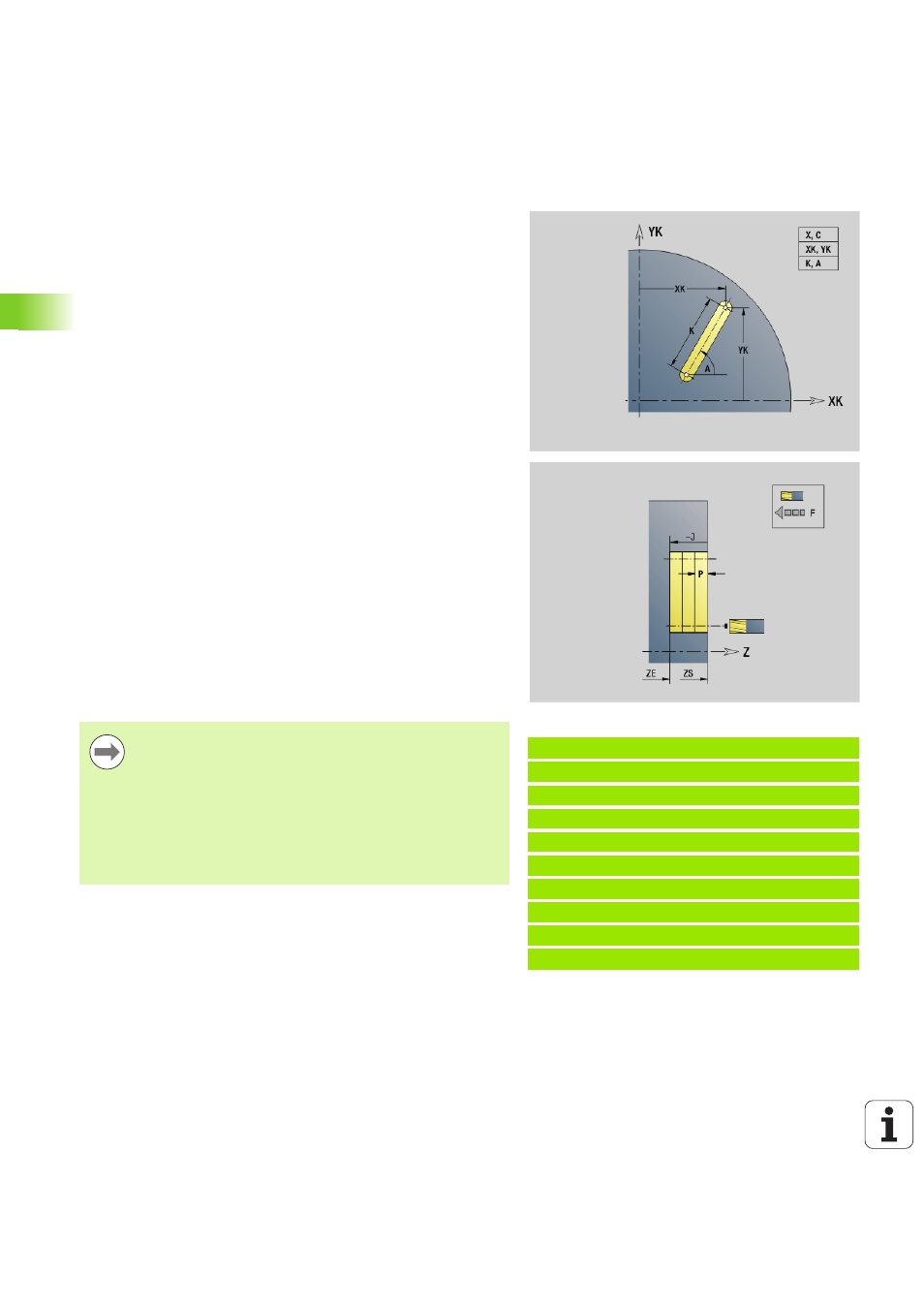
Lineare Nut Stirnfläche G791
G791 fräst eine Nut von der aktuellen Werkzeugposition bis zum
Endpunkt. Die Nutbreite entspricht dem Fräserdurchmesser. Es
erfolgt keine Aufmaßverrechnung.
Parameterkombinationen
bei der Definition des Endpunktes: siehe
Bild
Parameterkombinationen
bei der Definition der Fräsebene:
Fräsgrund ZE, Fräsoberkante ZS
Fräsgrund ZE, Frästiefe J
Fräsoberkante ZS, Frästiefe J
Fräsgrund ZE
Beispiel: G791
%791.nc
[G791]
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G100 XK20 YK5
N6 G791 XK30 YK5 ZE-5 J5 P2
N7 M15
ENDE
Parameter
X
Endpunkt der Nut in Polarkoordinaten (Durchmessermaß)
C
Endwinkel. Endpunkt der Nut in Polarkoordinaten
(Winkelrichtung: siehe Hilfebild)
XK
Endpunkt der Nut (kartesisch)
YK
Endpunkt der Nut (kartesisch)
K
Länge der Nut bezogen auf den Fräsermittelpunkt
A
Winkel der Nut (Bezug: siehe Hilfebild)
ZE
Fräsgrund
ZS
Fräsoberkante
J
Frästiefe
J>0: Zustellrichtung –Z
J<0: Zustellrichtung +Z
P
Maximale Zustellung (default: gesamte Tiefe in einer
Zustellung)
F
Zustellvorschub (default: aktiver Vorschub)
Schwenken Sie die Spindel vor Aufruf des G791 in die
gewünschte Winkelposition.
Wenn Sie eine Spindelpositioniereinrichtung (keine C-
Achse) verwenden, wird eine axiale Nut, zentrisch zur
Drehachse erstellt.
Sind J oder ZS definiert, stellt der Zyklus in Z bis auf
Sicherheitsabstand zu und fräst dann die Nut. Sind J und
ZS nicht definiert, fräst der Zyklus ab der aktuellen
Werkzeugposition.