Metrisches iso-gewinde g35, 1 9 gewindezyklen – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 310
308
DIN-Programmierung
4.1
9
Gewindezyklen
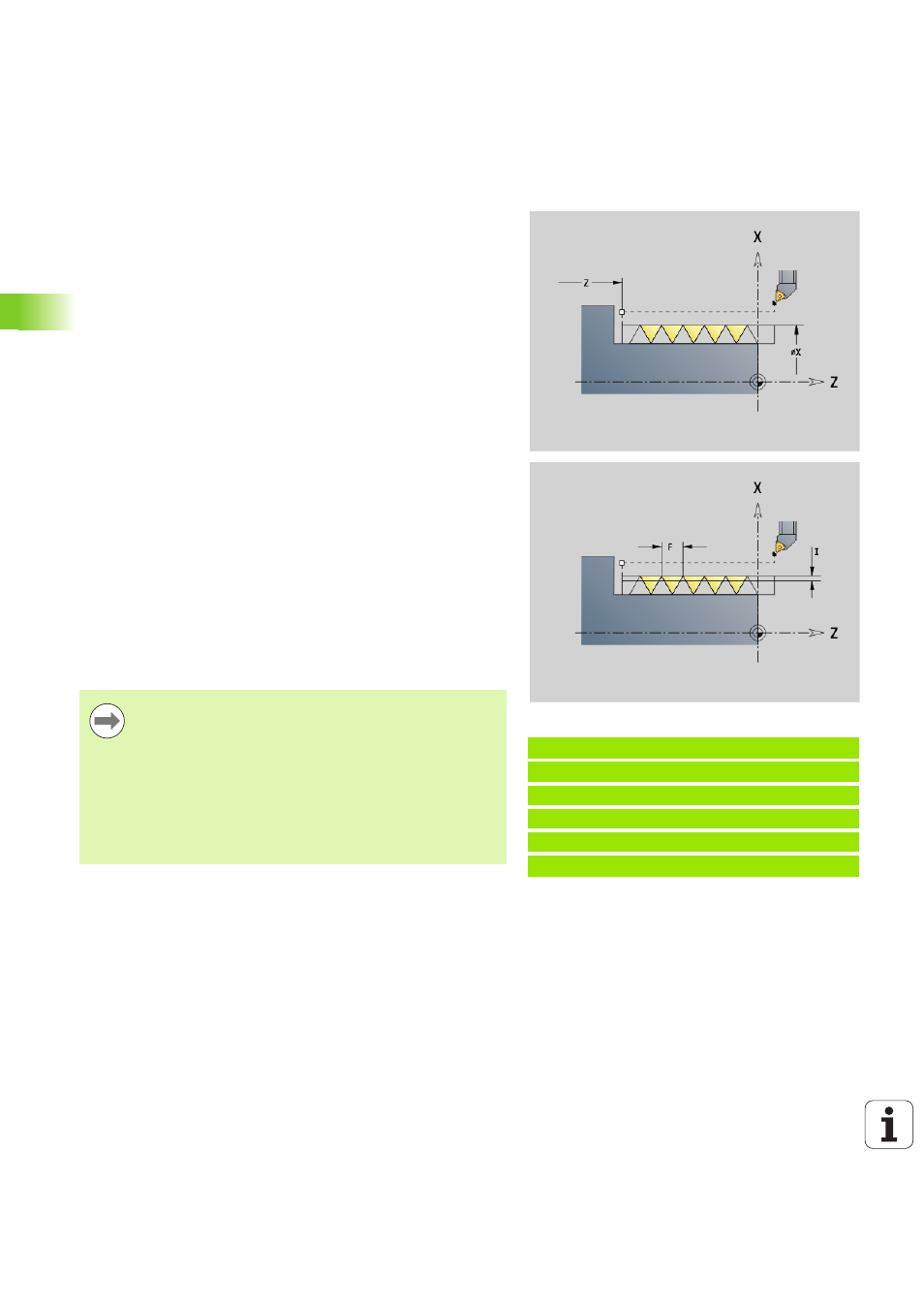
Metrisches ISO-Gewinde G35
G35 erstellt ein Längsgewinde (Innen- oder Außengewinde). Das
Gewinde beginnt an der aktuellen Werkzeugposition und endet im
„Endpunkt X, Z“.
Die Steuerung ermittelt anhand der Werkzeugposition relativ zum
Endpunkt des Gewindes, ob ein Außen- oder Innengewinde erstellt
wird.
Beispiel: G35
%35.nc
[G35]
N1 T5 G97 S1500 M3
N2 G0 X16 Z4
N3 G35 X16 Z-29 F1.5
ENDE
Parameter
X
Endpunkt Gewinde (Durchmessermaß)
Z
Endpunkt Gewinde
F
Gewindesteigung
I
Maximale Zustellung
Keine Eingabe: I wird aus Gewindesteigung und Gewindetiefe
errechnet.
Q
Anzahl Leerdurchläufe nach dem letzten Schnitt (zum Abbau
des Schnittdrucks im Gewindegrund) – (default: 0)
V
Zustellart (default: 0); detaillierte Informationen siehe Seite 298
0: konstanter Spanquerschnitt bei allen Schnitten
1: konstante Zustellung
2: mit Restschnittaufteilung. Erste Zustellung=„Rest“ der
Division Gewindetiefe/Schnitttiefe. „Letzter Schnitt“ wird in
1/2-, 1/4-, 1/8- und 1/8-Schnitt aufgeteilt.
3: Zustellung wird aus Steigung und Drehzahl berechnet
4: wie MANUALplus 4110
5: konstante Zustellung (wie in 4290)
6: konstant mit Rest (wie in 4290)
„Zyklus-Stopp“ – die Steuerung hebt das Werkzeug aus
dem Gewindegang und stoppt dann alle Bewegungen.
(Abhebeweg: OEM-Konfigurationsparameter
cfgGlobalPrperties-threadliftoff)
Bei Innengewinden sollte die „Gewindesteigung F“
vorgegeben werden, da der Durchmesser des
Längselements nicht der Gewindedurchmesser ist.
Wird die Ermittlung der Gewindesteigung durch die
Steuerung genutzt, ist mit geringen Abweichungen zu
rechnen.
Zyklusablauf
1
Errechnet die Schnittaufteilung.
2
Fährt einen Gewindeschnitt.
3
Fährt im Eilgang zurück und stellt für den nächsten Schnitt zu.
4
Wiederholt 2...3, bis das Gewinde fertiggestellt ist.
5
Führt die Leerschnitte durch.
6
Fährt auf den Startpunkt zurück.