Bearbeitungsebene schwenken g16, 4 bearbeit ungsebenen – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 520
518
DIN-Programmierung für die Y-Achse
6.4
Bearbeit
ungsebenen
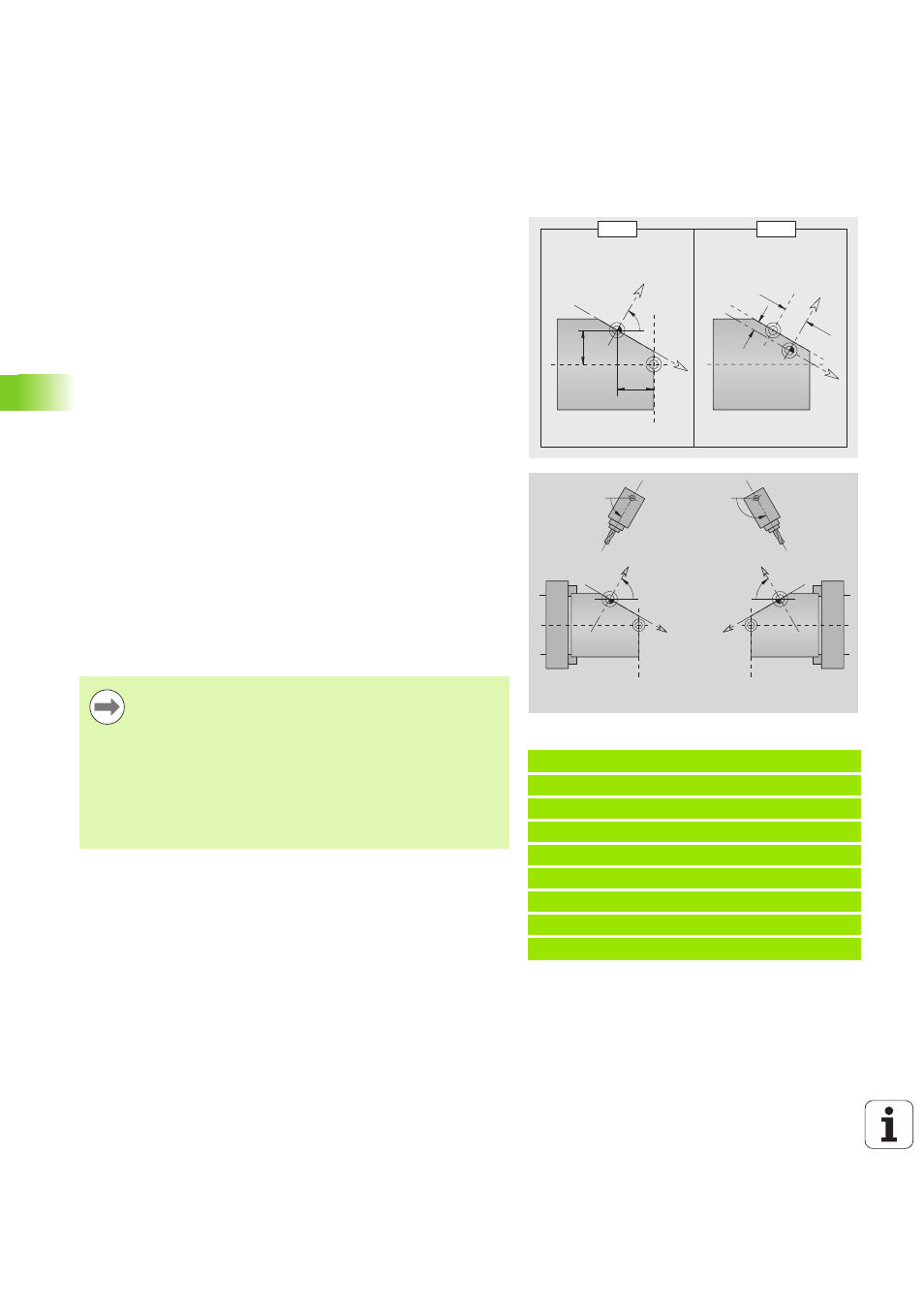
Bearbeitungsebene schwenken G16
G16 führt folgende Transformationen und Rotationen durch:
Verschiebt das Koordinatensystem auf die Position I, K
Dreht das Koordinatensystem um den Winkel B; Bezugspunkt: I, K
Verschiebt, wenn programmiert, das Koordinatensystem um U und
W im gedrehten Koordinatensystem
G16 Q0
setzt die Bearbeitungsebene wieder zurück. Der Nullpunkt
und das Koordinatensystem, das vor dem G16 definiert war, ist jetzt
wieder gültig.
G16 Q2
schaltet auf die vorhergehende G16-Ebene zurück.
Die Bezugsachse für den „Ebenenwinkel B“ ist die positive Z-Achse.
Das gilt auch im gespiegelten Koordinatensystem.
Beispiel: „G16“
. . .
BEARBEITUNG
...
N.. G19
N.. G15 B130
N.. G16 B130 I59 K0 Q1
N.. G1 x.. Z.. Y..
N.. G16 Q0
. . .
X
U, W
B, I, K
K
I
Z
B
X
U
W
Z
Z
B
X
Z
B
X
Parameter
B
Ebenenwinkel; Bezug: positive Z-Achse
I
Ebenenreferenz in X-Richtung (Radiusmaß)
K
Ebenenreferenz in Z-Richtung
U
Verschiebung in X-Richtung
W
Verschiebung in Z-Richtung
Q
Bearbeitungsebene schwenken Ein-/Ausschalten
0: „Bearbeitungsebene schwenken“ ausschalten
1: Bearbeitungsebene schwenken
2: auf vorhergehende G16-Ebene zurückschalten
Beachten Sie:
Im geschwenkten Koordinatensytem ist X die
Zustellachse. X-Koordinaten werden als Durchmesser-
Koordinaten vermaßt.
Die Spiegelung des Koordinatensystems hat keinen
einfluss auf die Bezugsachse des Schwenkwinkels
(„B-Achswinkel“ des Werkzeugaufrufs).
Solange G16 aktiv ist, sind andere
Nullpunktverschiebungen nicht zulässig.