Abschnitt spannmittel, Seite 47, 3 pr ogr ammabsc hnit t-k ennung – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 49
HEIDENHAIN MANUALplus 620, CNC PILOT 640
47
1.
3
Pr
ogr
ammabsc
hnit
t-K
ennung
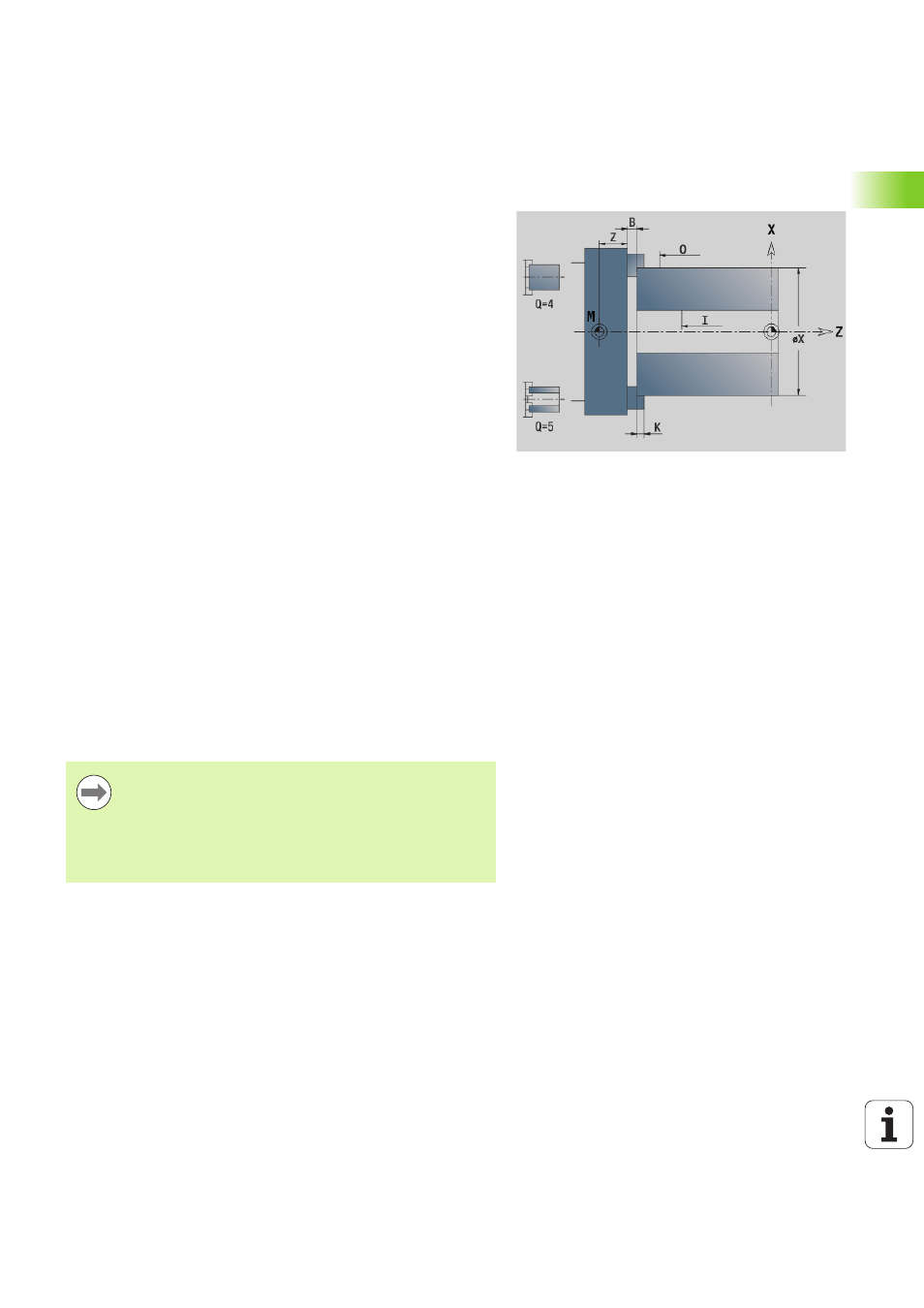
Abschnitt SPANNMITTEL
Im Programmabschnitt SPANNMITTEL beschreiben Sie wie das
Werkstück eingespannt ist. Dadurch kann das Spannmittel in der
Simulation dargestellt werden. In TURN PLUS werden die
Spannmittelinformationen genutzt, um bei der automatischen
Programmerstellung die Nullpunkte und Schnittbegrenzungen zu
berechnen.
Parameter
H
Spannmittelnummer
D
Spindelnummer für AAG
R
Spannart
0: Parameter J definiert die Ausspannlänge
1: Parameter J definiert die Einspannlänge
Z
Position der Futterkante
B
Backen Bezug
J
Ein- oder Ausspannlänge des Werkstücks (abhängig von der
Spannart R)
O
Schnittbegrenzung für Außenbearbeitung
I
Schnittbegrenzung für Innenbearbeitung
K
Überdeckung Backe/Werkstück (Vorzeichen beachten)
X
Spann-Durchmesser des Rohteils
Q
Spannform
4: Außen spannen
5: Innen spannen
V
Wellenbearbeitung AAG
0: Futter: Automatische Trennpunkte am größten und
kleinsten Durchmesser
1: Welle/Futter: Bearbeitungen auch vom Futter weg
2: Welle/Stirnseitenmitnehmer: Aussenkontur kann
komplett bearbeitet werden
Wenn Sie die Parameter Z und B nicht definieren,
verwendet TURN PLUS bei der AAG (automatischen
Prgrammerstellung) folgende Maschinenparameter (siehe
Benutzer-Handbuch „Liste der User-Parameter“):
Vordere Futterkante an Haupt-/Gegenspindel
Backenbreite an Haupt-/Gegenspindel