Einfache drehzyklen, 35 g-f u nktionen aus v o rg äng erst euer u ng en – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 433
HEIDENHAIN MANUALplus 620, CNC PILOT 640
431
4.35 G-F
u
nktionen aus V
o
rg
äng
erst
euer
u
ng
en
Einfache Drehzyklen
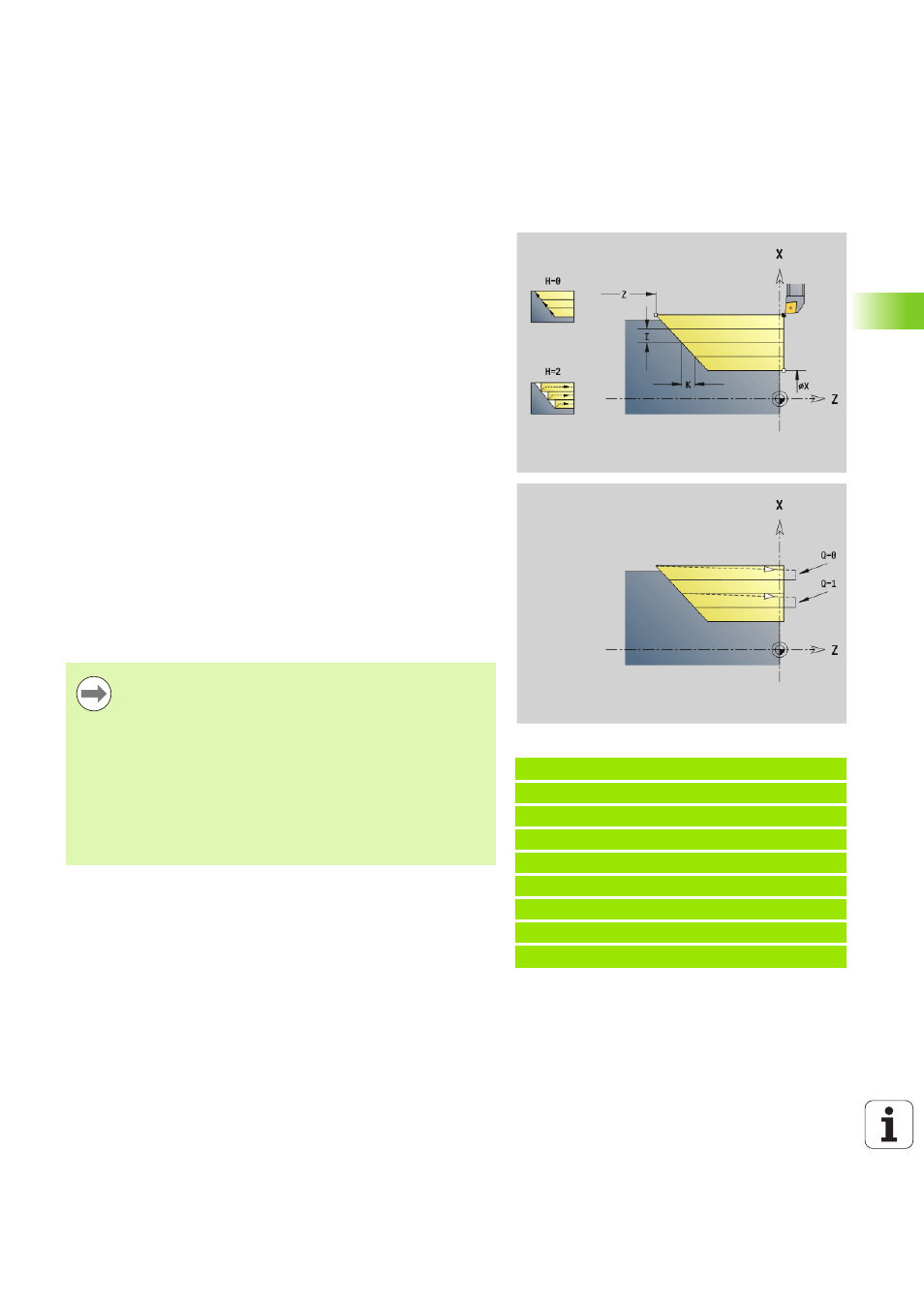
Längsdrehen einfach G81
G81 schruppt den durch die aktuelle Werkzeugposition und „X, Z“
beschriebenen Konturbereich. Bei einer Schräge definieren Sie mit I
und K den Winkel.
Die Steuerung erkennt eine Außen-/Innenbearbeitung anhand der
Lage des Zielpunktes. Die Schnittaufteilung wird so berechnet, dass
ein „Schleifschnitt“ vermieden wird und die errechnete Zustellung <=
„I“ ist.
Beispiel: G81
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 Q0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 Q1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
. . .
Parameter
X
Anfangspunkt Kontur X (Durchmessermaß)
Z
Endpunkt Kontur
I
Maximale Zustellung in X
K
Versatz in Z-Richtung (default: 0)
Q
G-Funktion Zustellung (default: 0)
0: Zustellung mit G0 (Eilgang)
1: Zustellung mit G1 (Vorschub)
V
Freifahrart (default: 0)
0: zurück auf den Zyklusstartpunkt in Z und letzten
Abhebedurchmesser in X
1: zurück zum Zyklusstartpunkt
H
Abfahrart (default: 0)
0: spant nach jedem Schnitt entlang der Kontur
2: hebt unter 45° ab – keine Konturglättung
Programmierung X, Z
: absolut, inkremental oder
selbsthaltend
Die Schneidenradiuskorrektur wird nicht
durchgeführt.
Sicherheitsabstand
nach jedem Schnitt: 1mm
Ein G57-Aufmaß
wird vorzeichenrichtig verrechnet (daher sind
Aufmaße bei Innenbearbeitungen nicht möglich)
bleibt nach Zyklusende wirksam
Ein G58-Aufmaß wird nicht verrechnet.