26 fr äszyklen – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 360
358
DIN-Programmierung
4.26
Fr
äszyklen
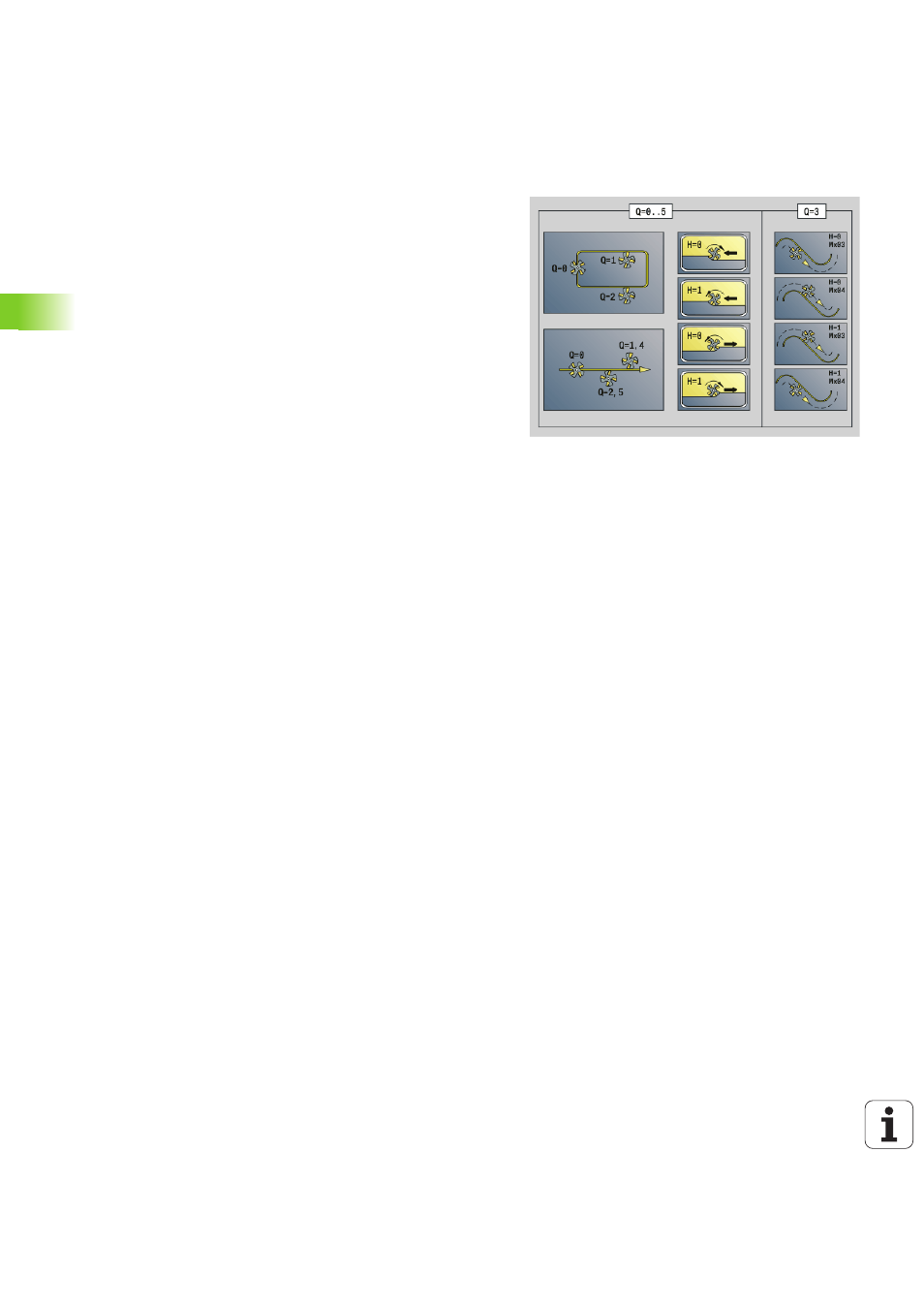
G840 – Fräsen
Die Fräsrichtung und die Fräserradiuskompensation (FRK)
beeinflussen Sie mit dem Zyklustyp Q, der Fräslaufrichtung H und
der Drehrichtung des Fräsers (siehe Tabelle). Programmieren Sie nur
die in folgender Tabelle aufgeführten Parameter.
Siehe auch:
G840 – Grundlagen: Seite 355
G840 – Vorbohrpositionen ermitteln: Seite 356
Parameter – Fräsen
Q
Zyklustyp (= Fräsort).
Offene Kontur. Bei Überschneidungen definiert „Q“, ob der
erste Bereich (ab Startpunkt) oder die gesamte Kontur
bearbeitet wird.
Q=0: Fräsermittelpunkt auf der Kontur (ohne FRK)
Q=1: Bearbeitung links der Kontur. Bei Überschneidungen
berücksichtigt der G840 nur den ersten Bereich der Kontur
(Startpunkt: 1. Schnittpunkt).
Q=2: Bearbeitung rechts der Kontur. Bei
Überschneidungen berücksichtigt der G840 nur den
ersten Bereich der Kontur (Startpunkt: 1. Schnittpunkt).
Q=3: abhängig von „H“ und der Drehrichtung des Fräsers
wird links oder rechts der Kontur gefräst (siehe Tabelle).
Bei Überschneidungen berücksichtigt der G840 nur den
ersten Bereich der Kontur (Startpunkt: 1. Schnittpunkt).
Q=4: Bearbeitung links der Kontur. Bei Überschneidungen
berücksichtigt der G840 die gesamte Kontur.
Q=5: Bearbeitung rechts der Kontur. Bei
Überschneidungen berücksichtigt der G840 die gesamte
Kontur.
Geschlossene Kontur
Q=0: Fräsermittelpunkt auf der Kontur (Vorbohrposition =
Startpunkt).
Q=1: Innenfräsen
Q=2: Außenfräsen
Q=3..5: nicht erlaubt
ID
Fräskontur – Name der zu fräsenden Kontur
NS
Satznummer – Anfang Konturabschnitt
Figuren: Satznummer der Figur
Freie offene oder geschlossene Kontur: erstes
Konturelement (nicht Startpunkt)