6 c-achskonturen – grundlagen, Lage der fräskonturen – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 224
222
DIN-Programmierung
4.6 C-A
chsk
o
nt
ur
en – Gr
undlag
en
4.6 C-Achskonturen – Grundlagen
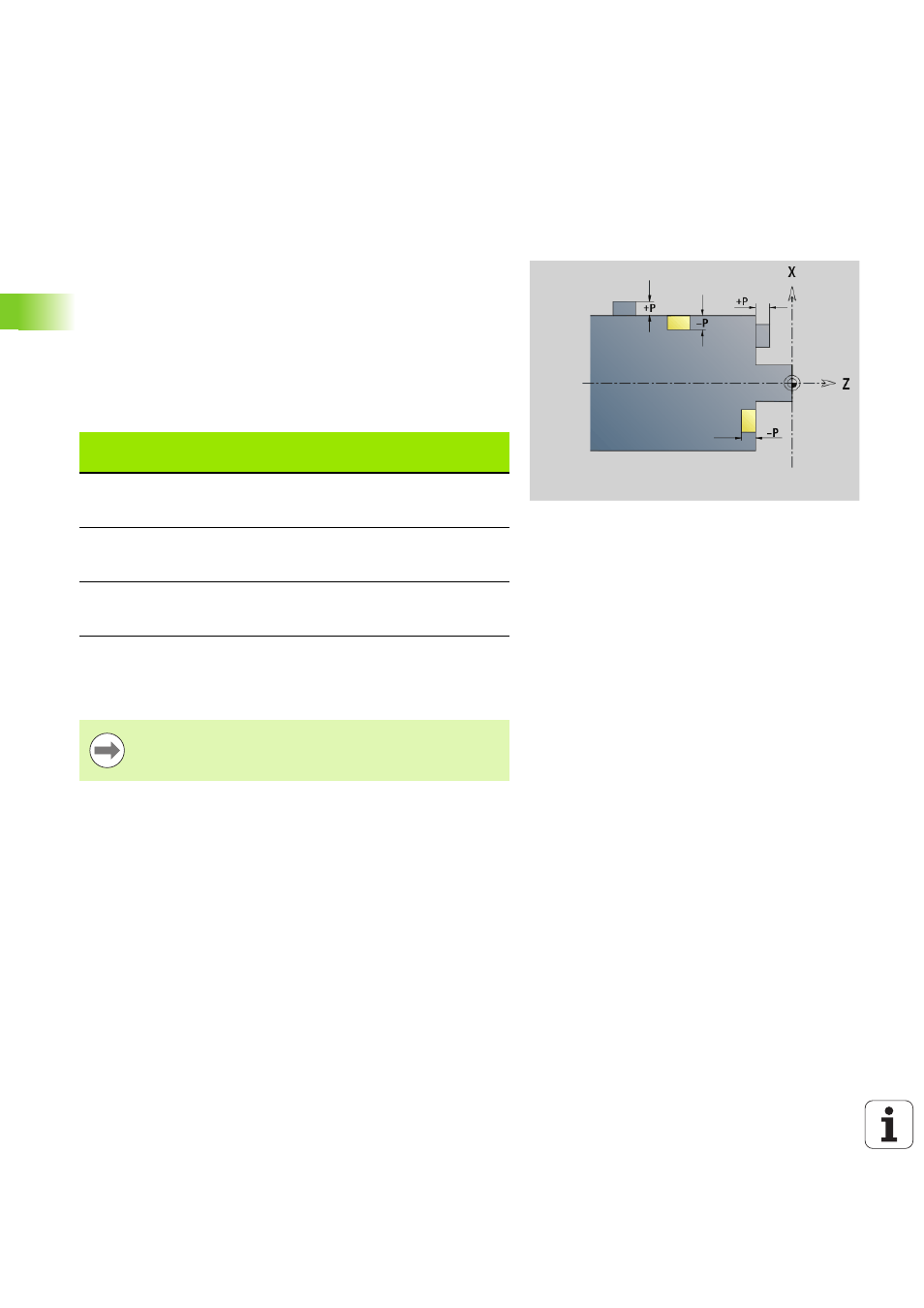
Lage der Fräskonturen
Die Referenzebene bzw. den Referenzdurchmesser definieren Sie in
der Abschnittskennung. Die Tiefe und Lage einer Fräskontur (Tasche,
Insel) legen Sie wie folgt in der Konturdefinition fest:
Mit Tiefe P im vorab programmierten G308.
Alternativ bei Figuren: Zyklusparameter Tiefe P.
Das Vorzeichen von „P“ bestimmt die Lage der Fräskontur:
P<0: Tasche
P>0: Insel
X: Referenzdurchmesser aus der Abschnittkennung
Z: Referenzebene aus der Abschnittkennung
P: „Tiefe“ aus G308 oder Zyklusparameter
Konturen in mehreren Ebenen
(hierarchisch geschachtelte
Konturen):
Eine Ebene beginnt mit G308 und endet mit G309.
G308 definiert eine neue Referenzebene/Referenzdurchmesser.
Das erste G308 übernimmt die in der Abschnittkennung definierte
Referenzebene. Jedes folgende G308 definiert eine neue Ebene.
Berechnung:
neue Referenzebene = Referenzebene + P (aus vorhergehendem
G308).
G309 schaltet auf die vorhergehende Referenzebene zurück.
Lage der Fräskontur
Abschnitt
P
Oberfläche
Fräsgrund
STIRN
P<0
P>0
Z
Z+P
Z+P
Z
RUECKSEITE
P<0
P>0
Z
Z–P
Z–P
Z
MANTEL
P<0
P>0
X
X+(P*2)
X+(P*2)
X
Die Flächenfräszyklen fräsen die in der Konturdefinition
beschriebene Fläche. Inseln innerhalb dieser Fläche
werden nicht berücksichtigt.