Freistich din 509 f mit zylinderbearbeitung g852, Siehe seite 316, 21 fr eistic hzyklen – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 318
316
DIN-Programmierung
4.21
Fr
eistic
hzyklen
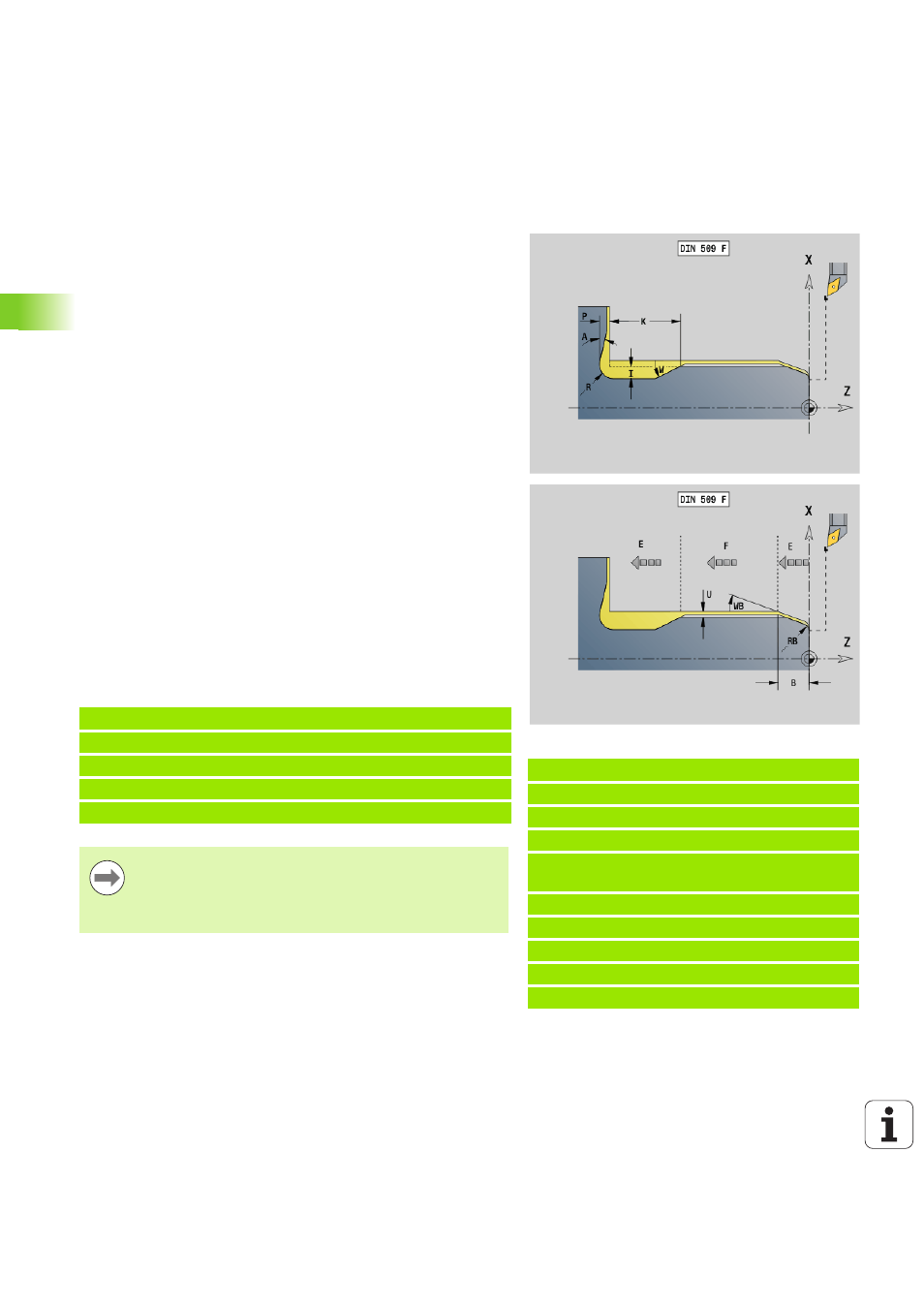
Freistich DIN 509 F mit Zylinderbearbeitung
G852
G852 fertigt den vorgelagerten Zylinder, den Freistich, die
anschließende Planfläche und den Zylinderanschnitt, wenn Sie einen
der Parameter Anschnittlänge oder Anschnittradius angeben.
Parameter, die Sie nicht programmieren, ermittelt die Steuerung
anhand des Durchmessers aus der Normtabelle (siehe “Zyklus
Freistich G85” auf Seite 313).
Folgesätze des Zyklusaufrufs
Beispiel: G852
%852.nc
[G852]
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G852 I3 K15 W30 R2 P0.2 A8 B5 RB2 WB30
E0.2 H1
N4 G0 X50 Z0
N5 G1 Z-30
N6 G1 X60
N7 G80
ENDE
Parameter
I
Freistichtiefe (default: Normtabelle)
K
Freistichlänge (default: Normtabelle)
W
Freistichwinkel (default: Normtabelle)
R
Freistichradius (default: Normtabelle)
P
Plantiefe (default: Normtabelle)
A
Planwinkel (default: Normtabelle)
B
Anschnittlänge – keine Eingabe: der Zylinderanschnitt wird
nicht gefertigt
RB
Anschnittradius – keine Eingabe: der Anschnittradius wird
nicht gefertigt
WB Anschnittwinkel (default: 45 °)
E
reduzierter Vorschub für die Fertigung des Freistichs (default:
aktiver Vorschub)
H
Abfahrart (default: 0):
0: Werkzeug fährt zum Startpunkt zurück
1: Werkzeug steht am Ende der Planfläche
U
Schleifaufmaß für den Bereich des Zylinders (default: 0)
N.. G852 I.. K.. W.. /Zyklusaufruf
N.. G0 X.. Z.. /Eckpunkt Zylinderanschnitt
N.. G1 Z.. /Freistichecke
N.. G1 X.. /Endpunkt Planfläche
N.. G80 /Ende der Konturbeschreibung
Der Freistich wird nur in rechtwinkligen, achsparallelen
Konturecken auf der Längsachse ausgeführt.
Schneidenradiuskorrektur
wird durchgeführt.
Aufmaße
: werden nicht verrechnet