7 fr äszyklen y-a chse – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 531
HEIDENHAIN MANUALplus 620, CNC PILOT 640
529
6.7
Fr
äszyklen
Y-A
chse
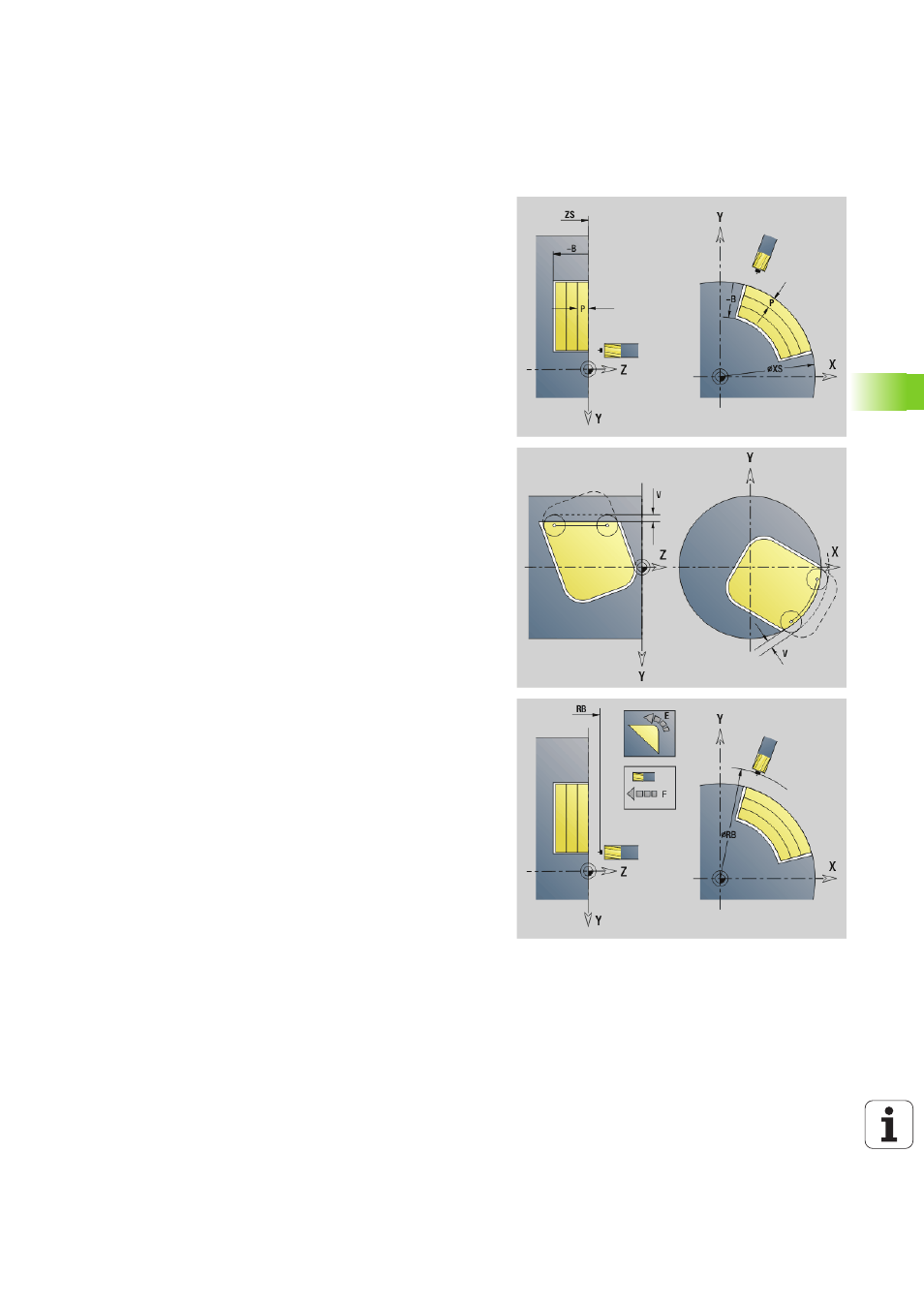
G845 (Y-Achse) – Fräsen
Die Fräsrichtung beeinflussen Sie mit der „Fräslaufrichtung H“, der
„Bearbeitungsrichtung Q“ und der Drehrichtung des Fräsers (siehe
Tabelle G845 im Benutzer-Handbuch). Programmieren Sie nur die in
folgender Tabelle aufgeführten Parameter.
Siehe auch:
G845 – Grundlagen: Seite 527
G845 – Vorbohrpositionen ermitteln: Seite 528
Parameter – Fräsen
ID
Fräskontur – Name der zu fräsenden Kontur
NS
Startsatznummer Kontur
Figuren: Satznummer der Figur
Freie geschlossene Kontur: ein Konturelement (nicht
Startpunkt)
B
Frästiefe (default: Tiefe aus der Konturbeschreibung)
P
Maximale Zustellung (default: Fräsen in einer Zustellung)
XS
Fräsoberkante YZ-Ebene (ersetzt den Referenzdurchmesser
aus der Konturbeschreibung)
ZS
Fräsoberkante XY-Ebene (ersetzt die Referenzebene aus der
Konturbeschreibung)
I
Aufmaß in X-Richtung (Radiusmaß)
K
Aufmaß in Z-Richtung
U
(Minimaler) Überlappungsfaktor. Legt die Überlappung der
Fräsbahnen fest (default: 0,5).
Überlappung = U*Fräserdurchmesser
V
Überlauffaktor (default: 0,5. Definiert den Betrag, um den der
Fräser den Außenradius überragen soll.
0: die definierte Kontur wird komplett gefräst
0<V<=1: Überlauf = V*Fräserdurchmesser
H
Fräslaufrichtung (default: 0)
0: Gegenlauf
1: Gleichlauf
F
Zustellvorschub für Tiefenzustellung (default: aktiver
Vorschub)
E
Reduzierter Vorschub für zirkulare Elemente (default: aktueller
Vorschub)
RB
Rückzugsebene (default: zurück zur Startposition)
XY-Ebene: Rückzugsposition in Z-Richtung
YZ-Ebene: Rückzugsposition in X-Richtung
(Durchmessermaß)
Q
Bearbeitungsrichtung (default: 0)
0: von innen nach außen
1: von außen nach innen
A
Ablauf „Fräsen“: A=0 (default=0)
NF
Positions-Marke – Referenz, aus der der Zyklus die
Vorbohrpositionen ausliest [1..127].