Unit „stechdrehen direkte kontureingabe, 3 units – st ec hen – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 76
74
smart.Turn Units
2.3
Units
–
St
ec
hen
Unit „Stechdrehen direkte Kontureingabe“
Die Unit zerspant die mit den Parametern beschriebene Kontur axial/
radial. Durch alternierende (abwechselnde) Einstech- und
Schruppbewegungen erfolgt die Zerspanung mit einem Minimum an
Abhebe- und Zustellbewegungen.
Unitname: G869_G80 / Zyklus: G869 (siehe Seite 282)
Die Steuerung erkennt anhand der Werkzeugdefinition, ob radial oder
axial eingestochen wird.
Drehtiefenkorrektur RB:
Abhängig vom Material, der
Vorschubgeschwindigkeit etc. „verkippt“ die Schneide bei der
Drehbearbeitung. Den dadurch entstehenden Zustellungsfehler
korrigieren Sie mit der Drehtiefenkorrektur. Der Wert wird in der Regel
empirisch ermittelt.
Versatzbreite B:
Ab der zweiten Zustellung wird bei dem Übergang
von der Dreh- zur Stechbearbeitung die zu zerspanende Strecke um
die „Versatzbreite B“ reduziert. Bei jedem weiteren Übergang an
dieser Flanke erfolgt die Reduzierung um „B“ – zusätzlich zu dem
bisherigen Versatz. Die Summe des „Versatzes“ wird auf 80% der
effektiven Schneidenbreite begrenzt (effektive Schneidenbreite =
Schneidenbreite – 2*Schneidenradius). Die Steuerung reduziert
gegebenenfalls die programmierte Versatzbreite. Das Restmaterial
wird am Ende des Vorstechens mit einem Stechhub zerspant.
Zugriff zur Technologie-Datenbank:
Bearbeitungsart: Stechdrehen
beeinflusste Parameter: F, S, O, P
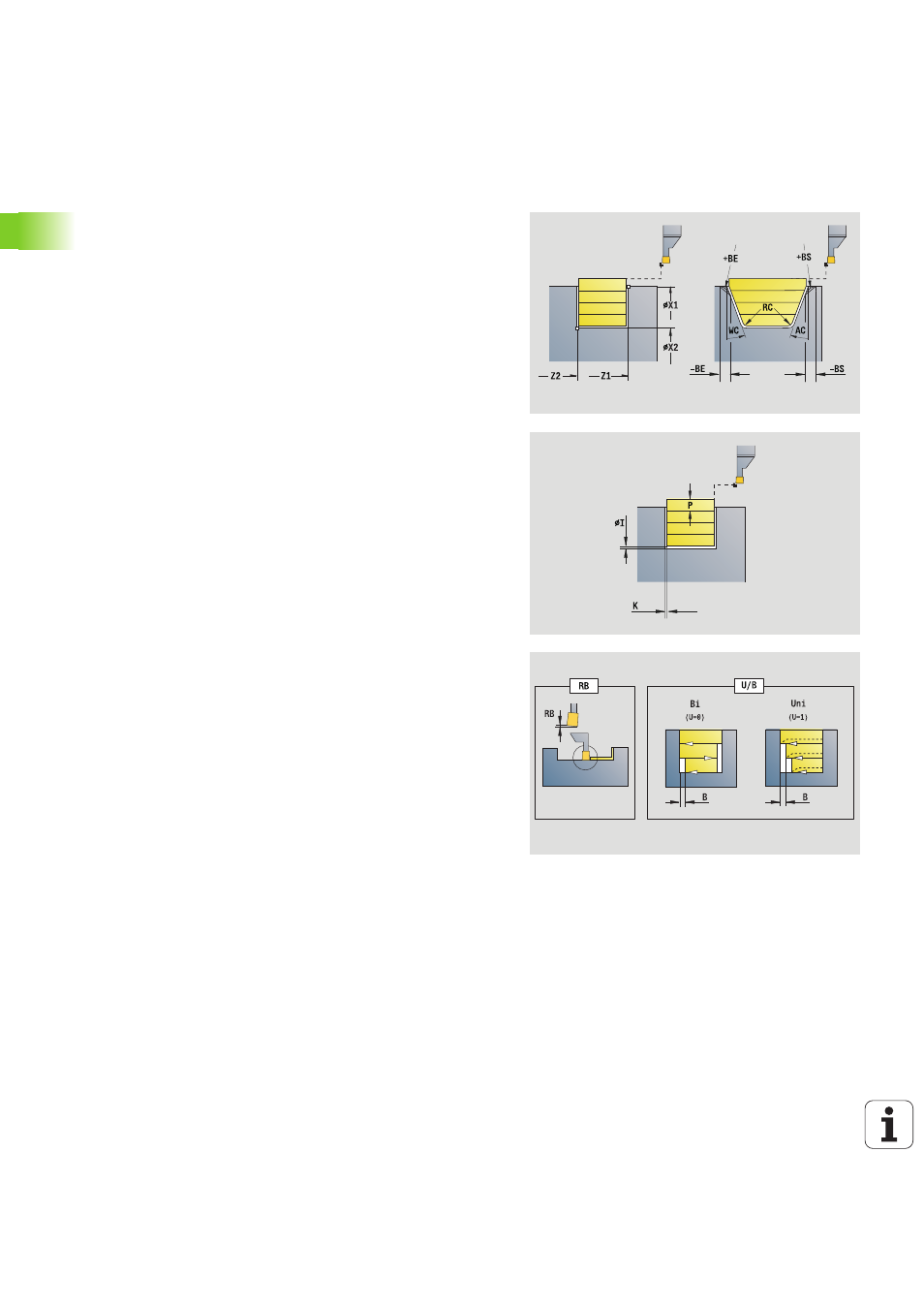
Formular Kontur:
RI, RK
Rohteilaufmaß in X- und Z-Richtung
weitere Parameter Formular Kontur: siehe Seite 60
Formular Zyklus
P
Maximale Zustellung beim Vordrehen
I, K
Aufmaß in X-, Z-Richtung (I: Durchmessermaß)
RB
Drehtiefenkorrektur für Schlichtbearbeitung
B
Versatzbreite
U
Zerspanungsrichtung
0 (Bi): bidirektional (in beiden Richtungen)
1 (Uni): unidirektional (in Konturrichtung)
Q
Ablauf (Schruppen/Schlichten)
0: Schruppen und Schlichten
1: nur Schruppen
2: nur Schlichten
Weitere Formulare: