35 g-f u nktionen aus v o rg äng erst euer u ng en – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 436
434
DIN-Programmierung
4.35 G-F
u
nktionen aus V
o
rg
äng
erst
euer
u
ng
en
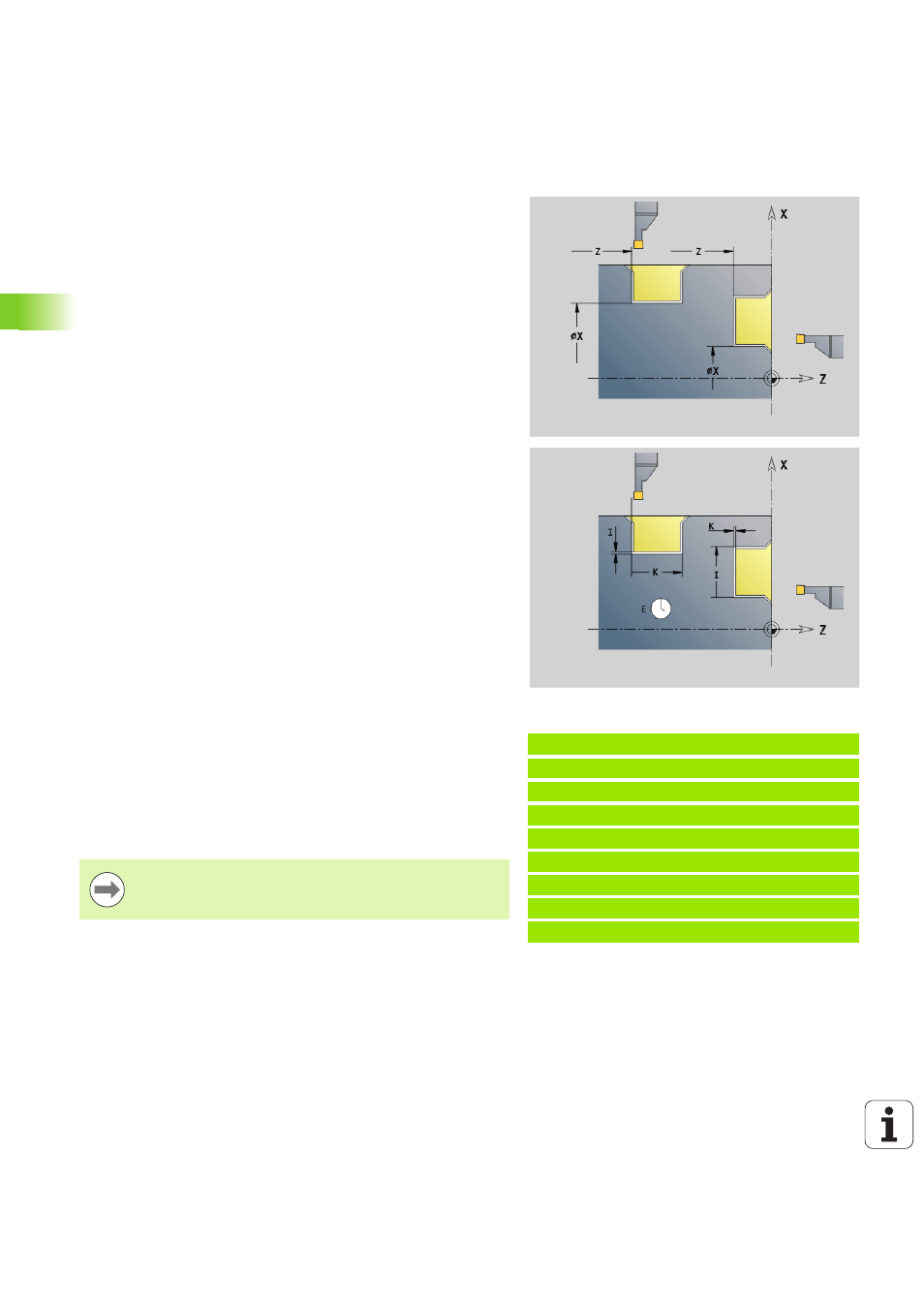
Einstechen G86
G86 erstellt einfache radiale und axiale Einstiche mit Fasen. Die
Steuerung ermittelt einen radialen/axialen bzw. einen Innen-/
Außeneinstich anhand der „Werkzeuglage“.
„Aufmaß“ programmiert: zuerst Vorstechen, dann Schlichten
G86 erstellt Fasen an den Seiten des Einstichs. Positionieren Sie das
Werkzeug ausreichend vor dem Einstich, wenn Sie die Fasen nicht
wollen. Berechnung der Startposition XS (Durchmessermaß):
Parameter
X
Bodeneckpunkt (Durchmessermaß)
Z
Bodeneckpunkt
I
Radialer Einstich: Aufmaß
I>0: Aufmaß (Vorstechen und Schlichten)
I=0: kein Schlichten
Axialer Einstich: Einstichbreite
I>0: Einstichbreite
keine Eingabe: Einstichbreite = Werkzeugbreite
K
Radialer Einstich: Einstichbreite
K>0: Einstichbreite
keine Eingabe: Einstichbreite = Werkzeugbreite
Axialer Einstich: Aufmaß
K>0: Aufmaß (Vorstechen und Schlichten)
K=0: kein Schlichten
E
Verweilzeit (Freischneidezeit) – (default: Zeitdauer einer
Umdrehung)
mit Schlicht-Aufmaß: nur beim Schlichten
ohne Schlicht-Aufmaß: bei jedem Einstich
Beispiel: G86
. . .
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z-30 I0.2 K7 E2 [radial]
N4 G14 Q0
N5 T38 G95 F0.15 G96 S200 M3
N6 G0 X120 Z1
N7 G86 X102 Z-4 I7 K0.2 E1 [axial]
. . .
XS = XK + 2 * (1,3 – b)
XK:
Konturdurchmesser
b:
Fasenbreite
Die Schneidenradiuskorrektur wird durchgeführt.
Aufmaße
werden nicht verrechnet.