10 linear- und zirkularbewegungen, Linearbewegung g1 – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 249
HEIDENHAIN MANUALplus 620, CNC PILOT 640
247
4.1
0
Linear
-
und
Zir
kularbew
egung
en
4.10 Linear- und
Zirkularbewegungen
Linearbewegung G1
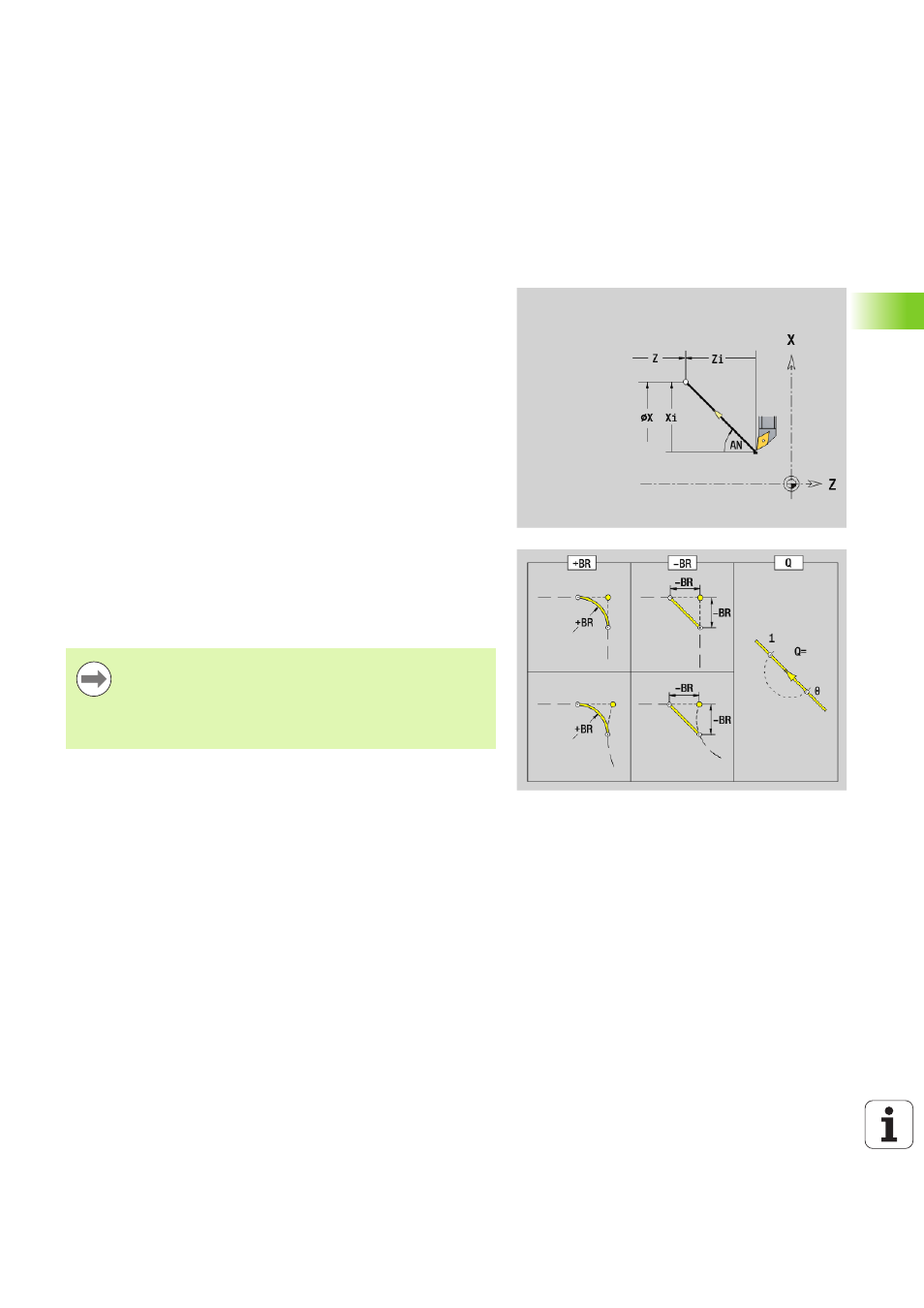
G1 verfährt linear im Vorschub zum „Endpunkt".
Parameter
X
Endpunkt (Durchmessermaß)
Z
Endpunkt
AN Winkel (Winkelrichtung: siehe Hilfebild)
Q
Schnittpunkt. Endpunkt, wenn die Strecke einen Kreisbogen
schneidet (default: 0):
0: naher Schnittpunkt
1: entfernter Schnittpunkt
BR Fase/Verrundung. Definiert den Übergang zum nächsten
Konturelement. Programmieren Sie den theoretischen
Endpunkt, wenn Sie eine Fase/Verrundung angeben.
Keine Eingabe: tangentialer Übergang
BR=0: nicht tangentialer Übergang
BR>0: Radius der Rundung
BR<0: Breite der Fase
BE
Sondervorschubfaktor für Fase/Verrundung (default: 1)
Sondervorschub = aktiver Vorschub * BE (0 < BE <= 1)
Programmierung X, Z
: absolut, inkremental,
selbsthaltend oder „?“
Falls an Ihrer Maschine weitere Achsen verfügbar sind,
werden noch zusätzliche Eingabeparameter angezeigt, z.
B. Parameter B für die B-Achse.