1 7 k ont urbez o g ene dr ehzyklen – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 285
HEIDENHAIN MANUALplus 620, CNC PILOT 640
283
4.1
7
K
ont
urbez
o
g
ene
Dr
ehzyklen
Die Steuerung erkennt anhand der Werkzeugdefinition, ob ein radialer
oder axialer Einstich vorliegt.
Programmieren Sie mindestens eine Konturreferenz (z.B.: NS bzw.
NS, NE) und P.
Drehtiefenkorrektur R:
Abhängig vom Material, der
Vorschubgeschwindigkeit etc. „verkippt“ die Schneide bei der
Drehbearbeitung. Den dadurch entstehenden Zustellungsfehler
korrigieren Sie mit der Drehtiefenkorrektur. Der Wert wird in der Regel
empirisch ermittelt.
Versatzbreite B:
Ab der zweiten Zustellung wird bei dem Übergang
von der Dreh- zur Stechbearbeitung die zu zerspanende Strecke um
die „Versatzbreite B“ reduziert. Bei jedem weiteren Übergang an
dieser Flanke erfolgt die Reduzierung um „B“ – zusätzlich zu dem
bisherigen Versatz. Die Summe des „Versatzes“ wird auf 80% der
effektiven Schneidenbreite begrenzt (effektive Schneidenbreite =
Parameter
H
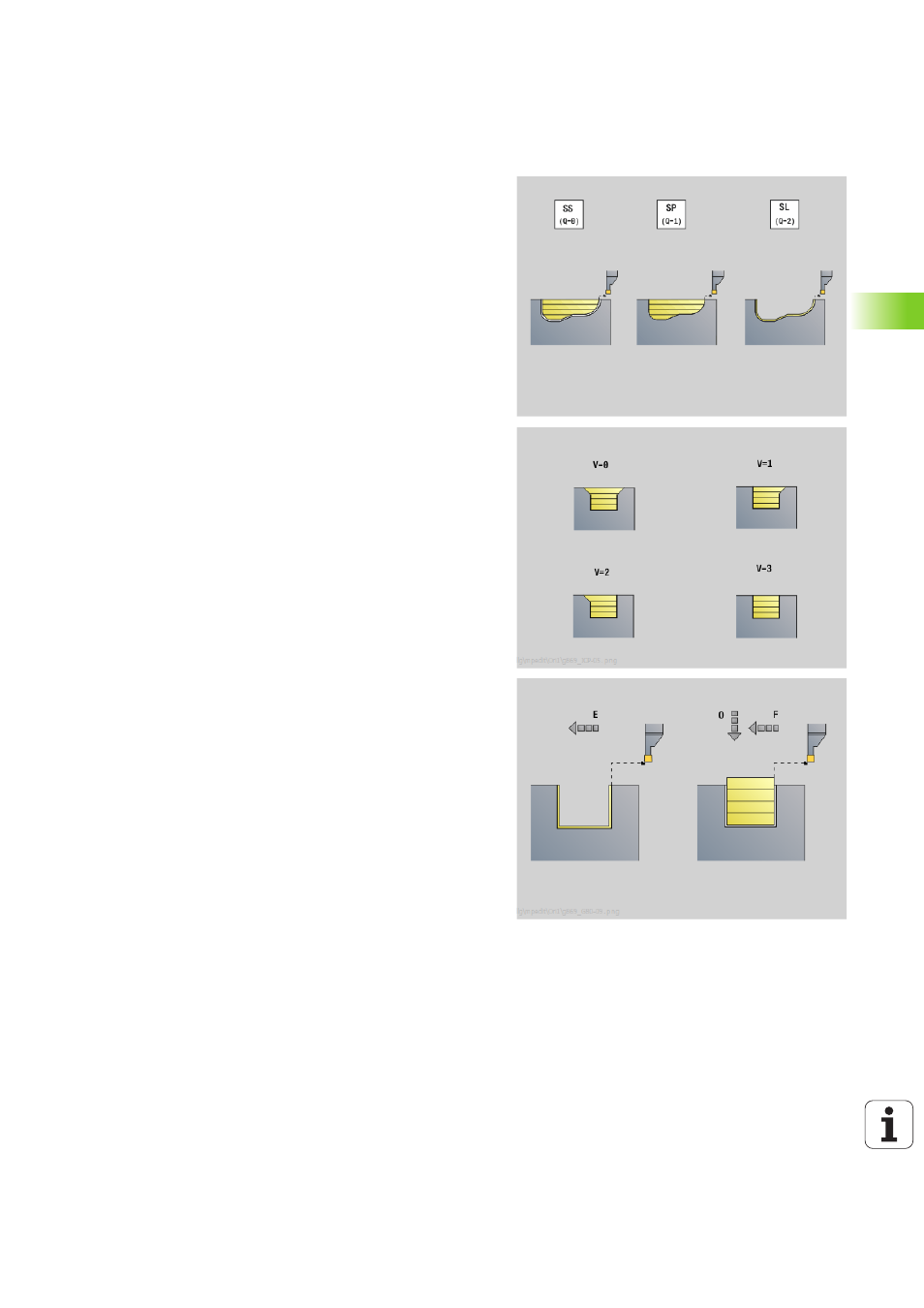
Freifahrart bei Zyklusende (default: 0)
0: zurück zum Startpunkt (axialer Einstich: erst Z- dann X-
Richtung; radialer Einstich: erst X- dann Z-Richtung)
1: positioniert vor der fertigen Kontur
2: hebt auf Sicherheitsabstand ab und stoppt
V
Kennung Anfang/Ende (default: 0). Eine Fase/Verrundung wird
bearbeitet:
0: am Anfang und am Ende
1: am Anfang
2: am Ende
3: keine Bearbeitung
O
Einstechvorschub (default: aktiver Vorschub)
E
Schlichtvorschub (default: aktiver Vorschub)
B
Versatzbreite (default: 0)
XA,
ZA
Anfangspunkt Rohteil (nur wirksam, wenn kein Rohteil
programmiert wurde):
XA, ZA nicht programmiert: Die Rohteilkontur wird aus
Werkzeugposition und ICP-Kontur berechnet.
XA, ZA programmiert: Definition des Eckpunktes der
Rohteilkontur.