Exzenter-übergang g726, Siehe „exzenter-übergang g726” auf seite 398), 29 sonstig e g-f unktionen – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 400
398
DIN-Programmierung
4.29
Sonstig
e
G-F
unktionen
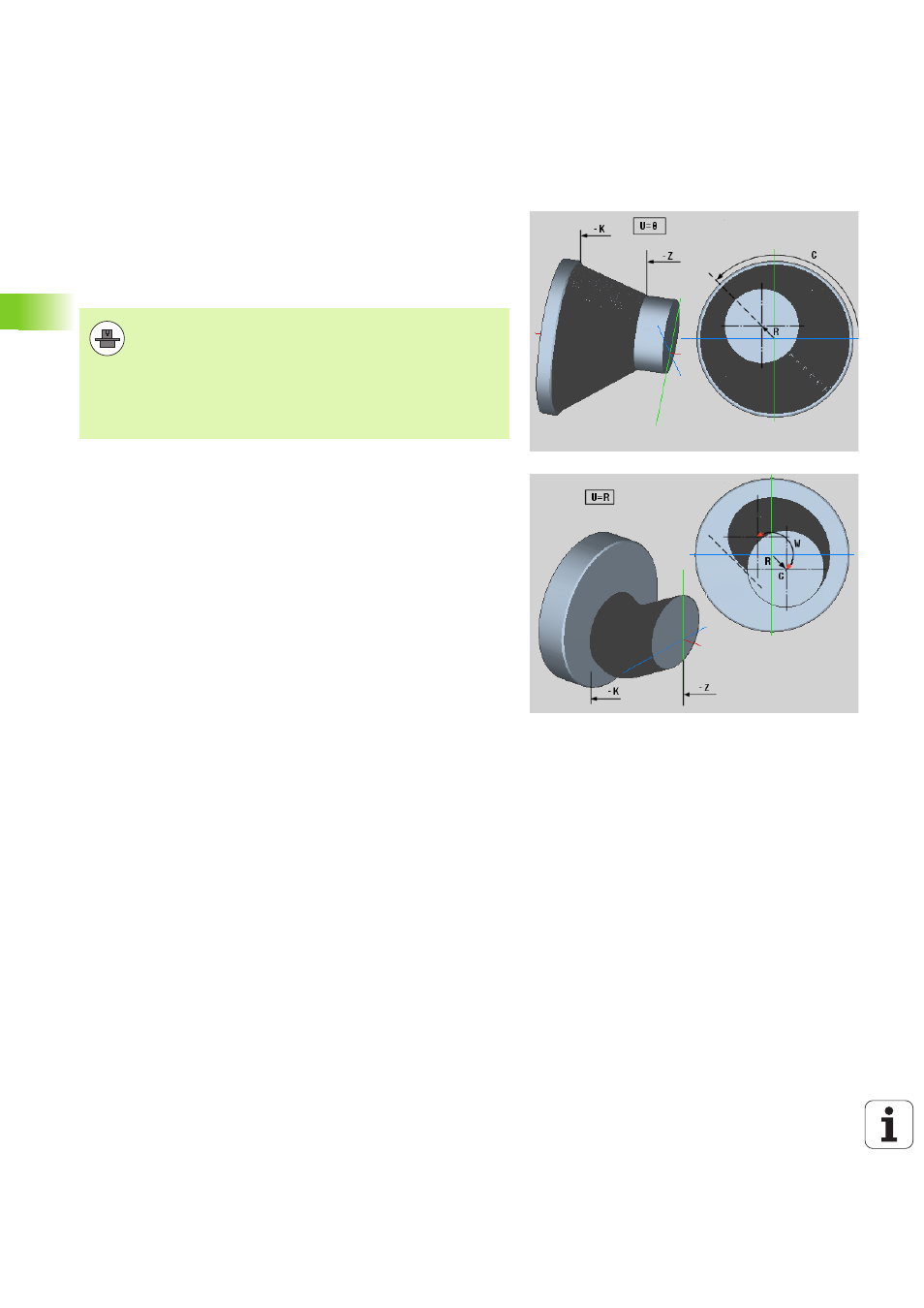
Exzenter-Übergang G726
Mit Hilfe der Funktion G726 können Sie Drehkonturen außerhalb des
ursprünglichen Drehzentrums herstellen. Die Funktion G726 bietet
zusätzlich die Möglichkeit die Position des Drehzentrums entlang
einer Geraden oder einer Kurve kontinuierlich zu verändern.
Die Drehkonturen programmieren Sie mit separaten Drehzyklen.
Maschine und Steuerung müssen vom
Maschinenhersteller vorbereitet sein. Beachten Sie Ihr
Maschinenhandbuch.
Voraussetzungen:
Software-Option Y-Axis Machining
Software-Option Synchronizing Functions
Parameter
H
Kopplung aktivieren
H=0: Kopplung ausschalten
H=1: Kopplung einschalten
Q
Bezugsspindel: Nummer der Spindel, die mit den Achsen X
und Y gekoppelt wird (maschinenabhängig)
R
Mittenversatz bei Z-Start: Abstand zwischen
Exzentermittelpunkt und ursprünglichem Drehzentrum
(Radiusmaß)
C
Position C bei Z-Start: C-Achswinkel des Mittenversatzes
F
Max. Eilgang: Zulässiger Eilgang für die Achsen X und Y bei
aktivierter Kopplung
V
Richtungsumkehr Y (maschinenabhängig)
V=0: Die Steuerung verwendet die konfigurierte
Achsrichtung für Y-Achsbewegungen
V=1: Die Steuerung verwendet eine zur Konfiguration
entgegengesetzte Achrichtung für Y-Achsbewegungen
Z
Z-Start: Bezugswert für die Parameter R und C, sowie
Koordinate für die Werkzeugvorpositionierung
K
Z-Ende: Bezugswert für die Parameter W und U
W
Delta C [Z-Start - Z-Ende]: Differenz des C-Achswinkels
zwischen Z-Start und Z-Ende
U
Mittenversatz bei Z-Ende: Abstand zwischen
Exzentermittelpunkt und ursprünglichem Drehzentrum
(Radiusmaß)