35 g-f u nktionen aus v o rg äng erst euer u ng en – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 437
HEIDENHAIN MANUALplus 620, CNC PILOT 640
435
4.35 G-F
u
nktionen aus V
o
rg
äng
erst
euer
u
ng
en
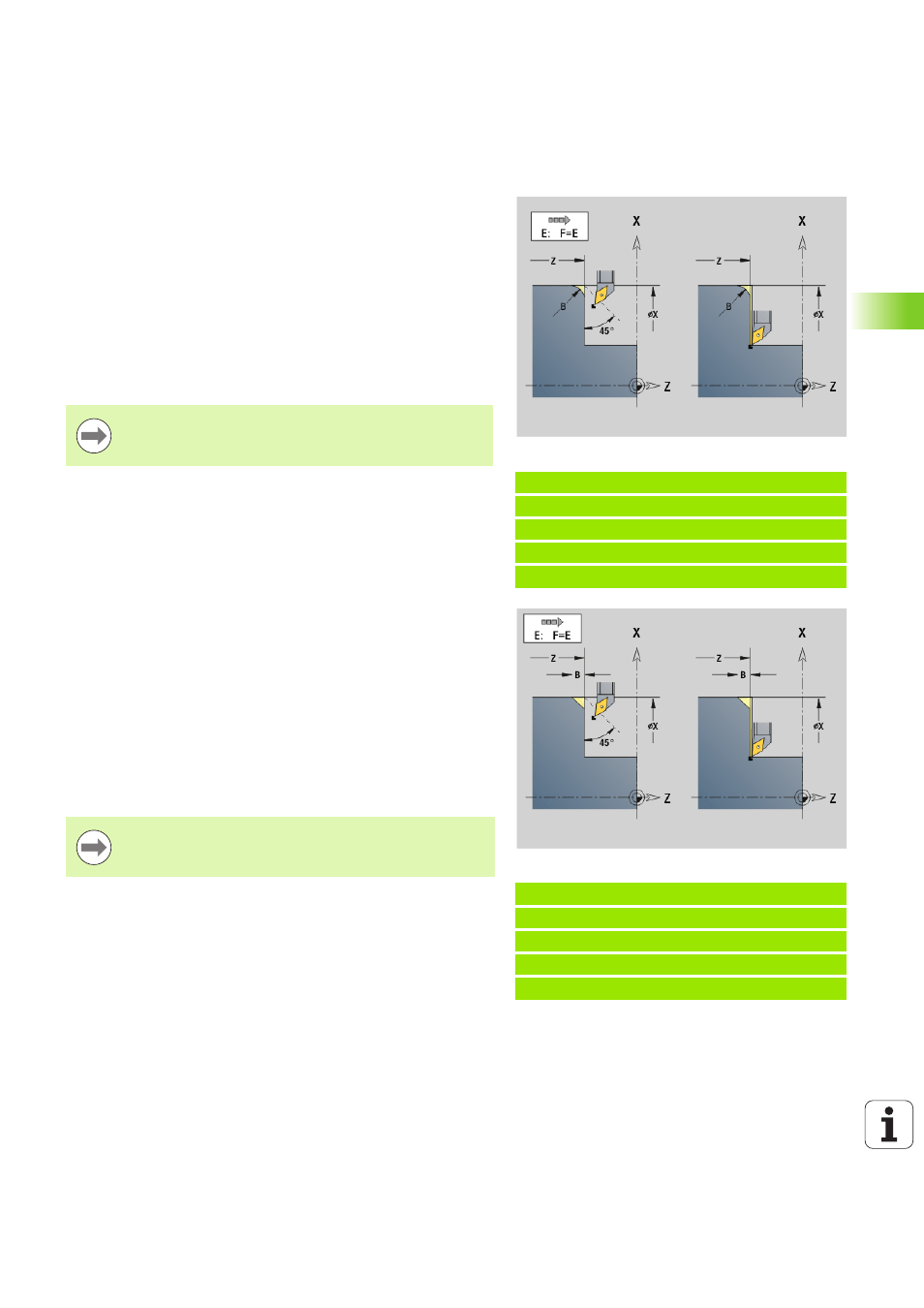
Zyklus Radius G87
G87 erzeugt Übergangsradien an rechtwinkligen, achsparallelen
Innen- und Außenecken. Die Richtung wird aus der „Lage/
Bearbeitungsrichtung" des Werkzeugs abgeleitet.
Das vorhergehende Längs- oder Planelement wird bearbeitet, wenn
das Werkzeug vor Zyklusausführung auf der X- oder Z-Koordinate des
Eckpunktes steht.
Zyklus Fase G88
G88 erzeugt Fasen an rechtwinkligen, achsparallelen Außenecken.
Die Richtung wird aus der „Lage/Bearbeitungsrichtung" des
Werkzeugs abgeleitet.
Das vorhergehende Längs- oder Planelement wird bearbeitet, wenn
das Werkzeug vor Zyklusausführung auf der X- oder Z-Koordinate des
Eckpunktes steht.
Beispiel: G87
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G87 X84 Z0 B2 [Radius]
Parameter
X
Eckpunkt (Durchmessermaß)
Z
Eckpunkt
B
Radius
E
Reduzierter Vorschub (default: aktiver Vorschub)
Die Schneidenradiuskorrektur wird durchgeführt.
Aufmaße
werden nicht verrechnet.
Beispiel: G88
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G1 Z0
N4 G88 X84 Z0 B2 [Fase]
Parameter
X
Eckpunkt (Durchmessermaß)
Z
Eckpunkt
B
Fasenbreite
E
Reduzierter Vorschub (default: aktiver Vorschub)
Die Schneidenradiuskorrektur wird durchgeführt.
Aufmaße
werden nicht verrechnet.