Kegliges api-gewinde g352, Siehe „kegliges api-gewinde, G352” auf seite 309 – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 311: 1 9 gewindezyklen
HEIDENHAIN MANUALplus 620, CNC PILOT 640
309
4.1
9
Gewindezyklen
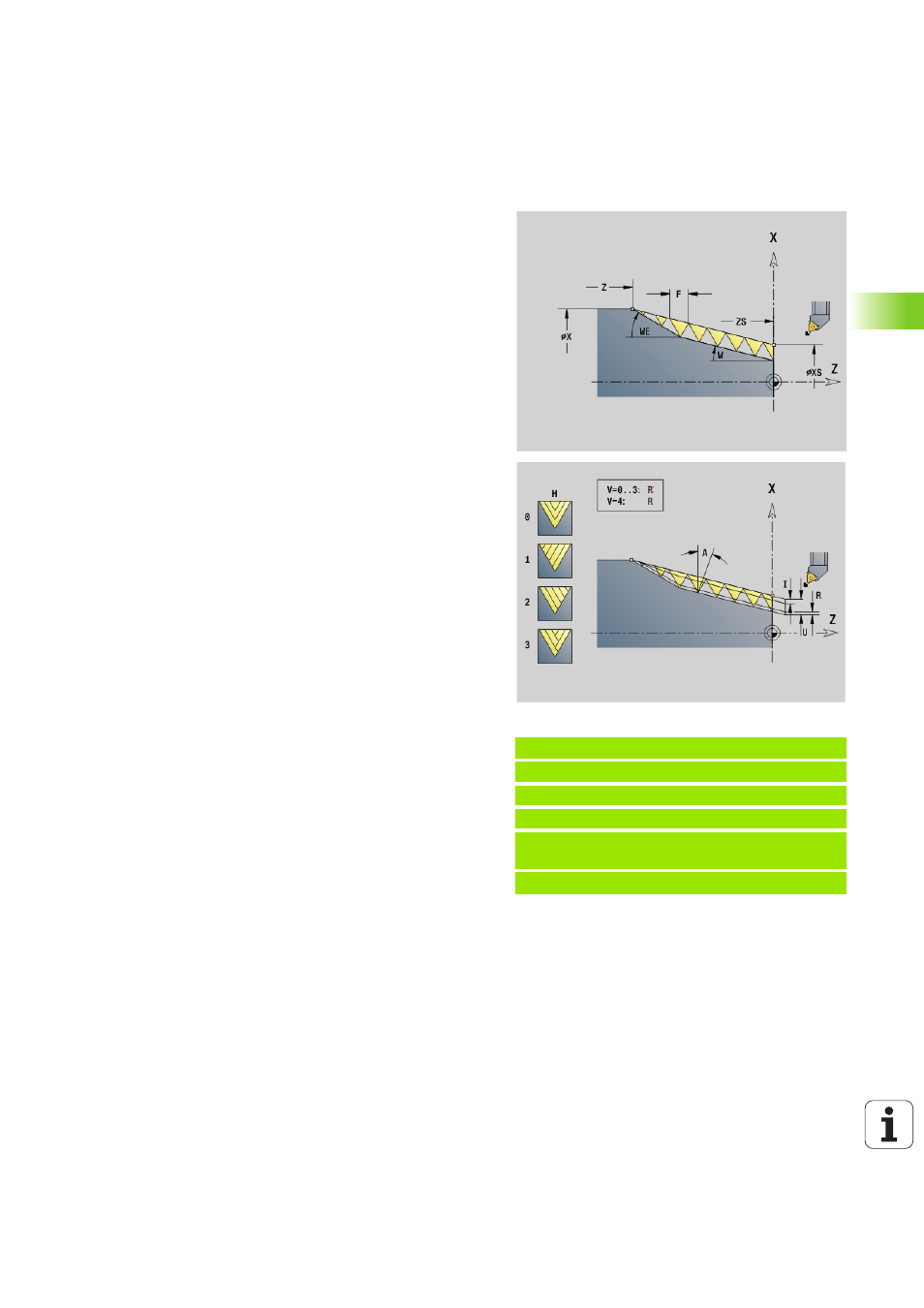
Kegliges API-Gewinde G352
G352 erstellt ein ein- oder mehrgängiges API-Gewinde. Die
Gewindetiefe verringert sich am Auslauf des Gewindes.
Beispiel: G352
%352.nc
[G352]
N1 T5 G97 S1500 M3
N2 G0 X13 Z4
N3 G352 X16 Z-28 XS13 ZS0 F1.5 U-999
WE12
ENDE
Parameter
X
Endpunkt Gewinde (Durchmessermaß)
Z
Endpunkt Gewinde
XS
Anfangspunkt Gewinde (Durchmessermaß)
ZS
Anfangspunkt Gewinde
F
Gewindesteigung
U
Gewindetiefe
U>0: Innengewinde
U<=0: Außengewinde (Längs- und Stirnseite)
U= +999 oder –999: Gewindetiefe wird berechnet
I
Maximale Zustellung (default: wird aus Gewindesteigung und
Gewindetiefe errechnet)
V
Zustellart (default: 0); detaillierte Informationen siehe Seite 298
0: konstanter Spanquerschnitt bei allen Schnitten
1: konstante Zustellung
2: mit Restschnittaufteilung. Erste Zustellung = „Rest“ der
Division Gewindetiefe/Schnitttiefe. „Letzter Schnitt" wird in
1/2-, 1/4-, 1/8- und 1/8-Schnitt aufgeteilt.
3: Zustellung wird aus Steigung und Drehzahl berechnet
4: wie MANUALplus 4110
H
Versatzart zum Glätten der Gewindeflanken (default: 0)
0: ohne Versatz
1: Versatz von links
2: Versatz von rechts
3: Versatz abwechselnd rechts/links
A
Zustellwinkel (Bereich: –60° < A < 60°; default: 30°)
A>0: Zustellung von der rechten Flanke
A<0: Zustellung von der linken Flanke
R
Restschnitttiefe – nur in Verbindung mit der Zustellart V=4 (wie
MANUALplus 4110)
W
Kegelwinkel (Bereich: –45° < W < 45°; default: 0°)
WE
Auslaufwinkel (Bereich: 0° < WE < 90°; default: 12°)
D
Gangzahl für mehrgängiges Gewinde.
Q
Anzahl Leerdurchläufe nach dem letzten Schnitt (zum Abbau
des Schnittdrucks im Gewindegrund) – (default: 0)
C
Startwinkel (Gewindeanfang liegt definiert zu nicht-
rotationssymmetrischen Konturelementen) – (default: 0)