Taschenfräsen schlichten g846, Siehe seite 371, Siehe seite 371) – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 373: Fläche: seite 371, 26 fr äszyklen
HEIDENHAIN MANUALplus 620, CNC PILOT 640
371
4.26
Fr
äszyklen
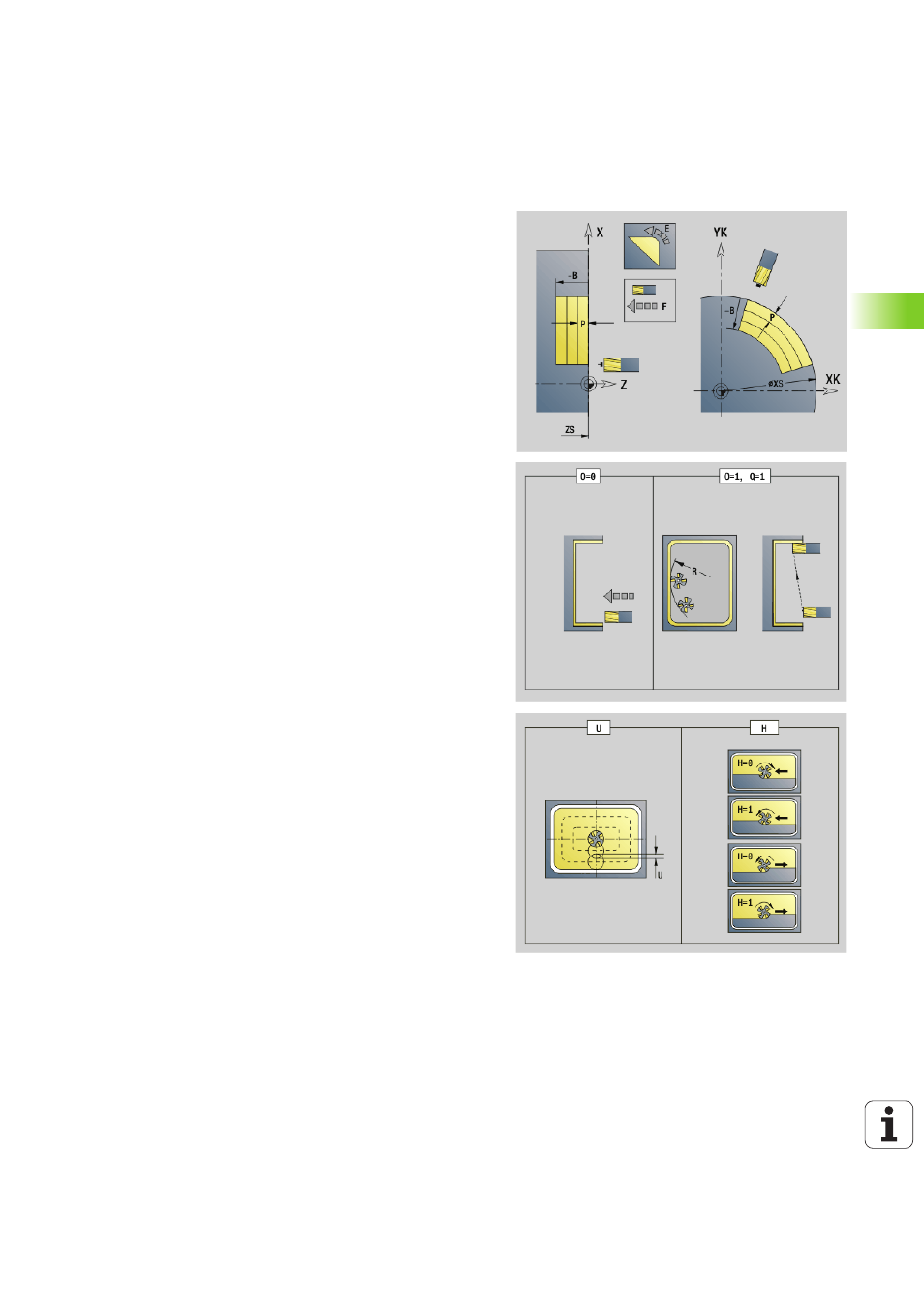
Taschenfräsen Schlichten G846
G846 schlichtet geschlossene Konturen.
Besteht die Tasche aus mehreren Abschnitten, berücksichtigt G846
alle Bereiche der Tasche.
Die Fräsrichtung beeinflussen Sie mit der Fräslaufrichtung H, der
Bearbeitungsrichtung Q
und der Drehrichtung des Fräsers (siehe
folgende Tabelle).
Parameter – Schlichten
ID
Fräskontur – Name der zu fräsenden Kontur
NS
Startsatznummer Kontur
Figuren: Satznummer der Figur
Freie geschlossene Kontur: ein Konturelement (nicht
Startpunkt)
B
Frästiefe (default: Tiefe aus der Konturbeschreibung)
P
(Maximale) Zustellung (default: Fräsen in einer Zustellung)
XS
Fräsoberkante Mantelfläche (ersetzt die Referenzebene aus
der Konturbeschreibung)
ZS
Fräsoberkante Stirnfläche (ersetzt die Referenzebene aus der
Konturbeschreibung)
R
Radius Ein-/Ausfahrbogen (default: 0)
R=0: Konturelement wird direkt angefahren. Die Zustellung
erfolgt auf dem Anfahrpunkt oberhalb der Fräsebene,
danach erfolgt die senkrechte Tiefen-Zustellung.
R>0: Der Fräser fährt einen Ein-/Ausfahrbogen, der
tangential an das Konturelement anschließt.
U
(Minimaler) Überlappungsfaktor. Legt die Überlappung der
Fräsbahnen fest (default: 0,5).
Überlappung = U*Fräserdurchmesser
V
Überlauffaktor - bei C-Achsbearbeitung ohne Funktion
H
Fräslaufrichtung (default: 0)
0: Gegenlauf
1: Gleichlauf
F
Zustellvorschub für Tiefenzustellung (default: aktiver
Vorschub)
E
Reduzierter Vorschub für zirkulare Elemente (default: aktueller
Vorschub)
RB
Rückzugsebene (default: zurück zur Startposition)
Stirn- oder Rückseite: Rückzugsposition in Z-Richtung
Mantelfläche: Rückzugsposition in X-Richtung
(Durchmessermaß)