Bearbeitungszyklen, 1 pr ogr ammier en im din/iso-modus – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 195
HEIDENHAIN MANUALplus 620, CNC PILOT 640
193
4.1
Pr
ogr
ammier
en
im
DIN/ISO-Modus
Bearbeitungszyklen
HEIDENHAIN empfiehlt, einen Bearbeitungszyklus in folgenden
Schritten zu programmieren:
Werkzeug einwechseln
Schnittdaten definieren
Werkzeug vor den Bearbeitungsbereich positionieren
Sicherheitsabstand definieren
Zyklusaufruf
Werkzeug freifahren
Werkzeug-Wechselpunkt anfahren
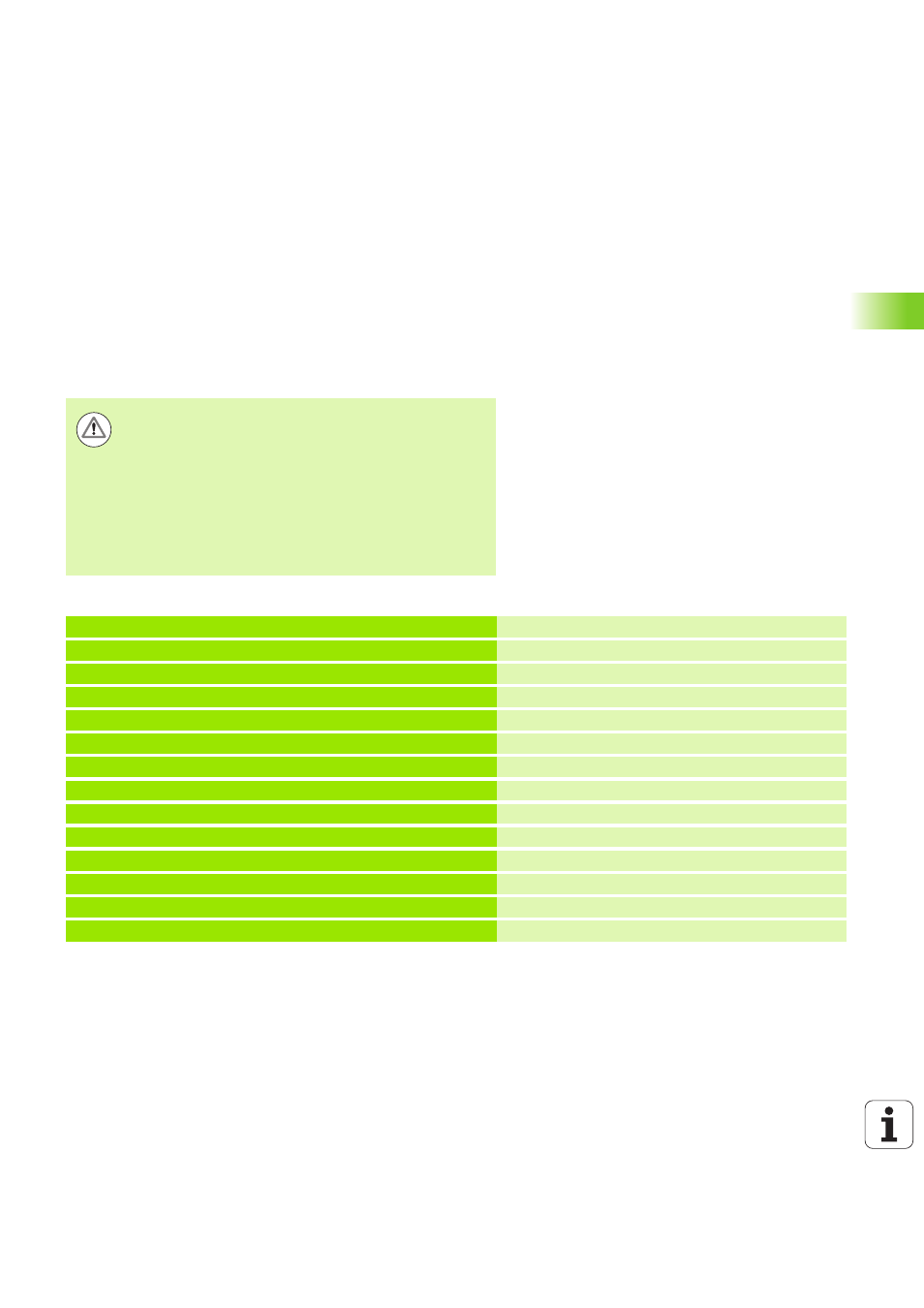
Typische Struktur eines Bearbeitungszyklus
Achtung Kollisionsgefahr!
Beachten Sie, wenn im Rahmen der Optimierung Schritte
der Zyklenprogrammierung entfallen:
Ein Sondervorschub bleibt bis zum nächsten
Vorschubbefehl gültig (Beispiel: Schlichtvorschub bei
Stechzyklen).
Einige Zyklen fahren diagonal auf den Startpunkt zurück,
wenn Sie die Standard-Programmierung nutzen
(Beispiel: Schruppzyklen).
. . .
BEARBEITUNG
N.. G59 Z..
Nullpunktverschiebung
N.. G26 S..
Drehzahlbegrenzung definieren
N.. G14 Q..
Werkzeug-Wechselpunkt anfahren
. . .
N.. T..
Werkzeug einwechseln
N.. G96 S.. G95 F.. M4
Technologiedaten definieren
N.. G0 X.. Z..
Vorpositionieren
N.. G47 P..
Sicherheitsabstand definieren
N.. G810 NS.. NE..
Zyklusaufruf
N.. G0 X.. Z..
wenn erforderlich: Freifahren
N.. G14 Q0
Werkzeug-Wechselpunkt anfahren
. . .