Gewindezyklus g31, Siehe seite 300), Siehe „gewindezyklus g31” auf – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 302: Seite 300, 1 9 gewindezyklen
300
DIN-Programmierung
4.1
9
Gewindezyklen
Gewindezyklus G31
G31 erstellt mit G24-, G34- oder G37-Geo definierte einfache,
verkettete und mehrgängige Gewinde. G31 bearbeitet auch eine
Gewindekontur, die direkt nach dem Zyklusaufruf definiert und mit
G80 abgeschlossen ist.
Beispiel: G31
. . .
FERTIGTEIL
N 2 G0 X16 Z0
N 3 G52 P2 H1
N 4 G95 F0.8
N 5 G1 Z-18
N 6 G25 H7 I1.15 K5.2 R0.8 W30 BF0 BP0
N 7 G37 Q12 F2 P0.8 A30 W30
N 8 G1 X20 BR-1 BF0 BP0
N 9 G1 Z-23.8759 BR0
N 10 G52 G95
N 11 G3 Z-41.6241 I-14.5 BR0
N 12 G1 Z-45
Parameter
ID
Hilfskontur – Identnummer der zu bearbeitenden Kontur
NS
Startsatznummer Kontur (Referenz auf Basiselement G1-Geo;
verkettete Gewinde: Satznummer des ersten Basiselements)
NE
Endsatznummer Kontur (Referenz auf Basiselement G1-Geo;
verkettete Gewinde: Satznummer des letzten Basiselements)
O
Kennung Anfang/Ende (default: 0). Eine Fase/Verrundung wird
bearbeitet:
0: keine Bearbeitung
1: am Anfang
2: am Ende
3: am Anfang und am Ende
4: Fase/Verrundung wird bearbeitet – nicht das
Grundelement (Voraussetzung: Konturabschnitt mit einem
Element)
J
Bezugsrichtung:
Keine Eingabe: Die Bezugsrichtung wird aus dem ersten
Konturelement ermittelt.
J=0: Längsgewinde
J=1: Plangewinde
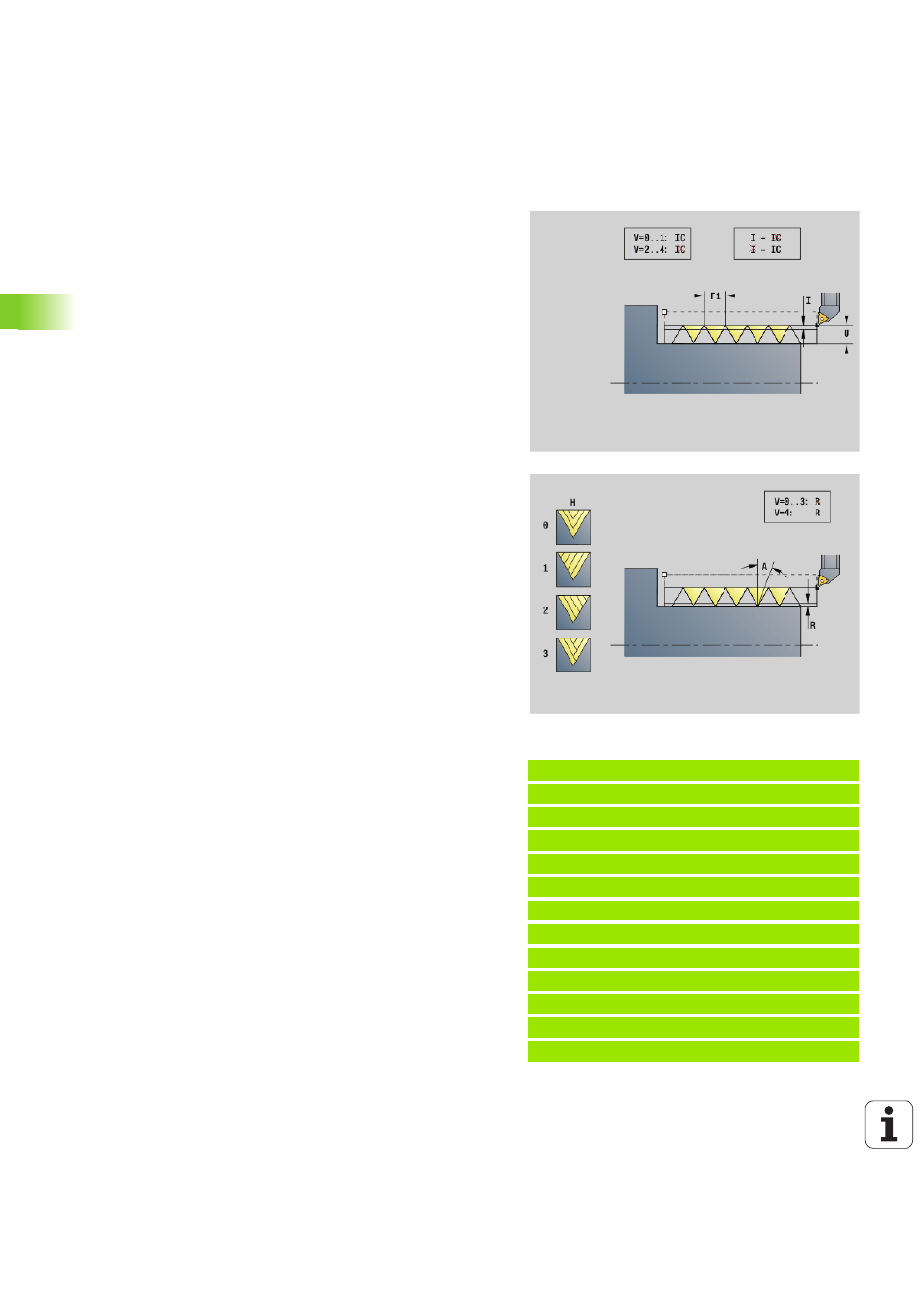
I
Maximale Zustellung
Keine Eingabe und V=0 (konstanter Spanquerschnitt):
I = 1/3 * F
IC
Anzahl Schnitte. Die Zustellung wird aus IC und U berechnet.
Nutzbar bei:
V=0 (konstanter Spanquerschnitt)
V=1 (konstante Zustellung)
B
Anlauflänge
Keine Eingabe: Die Anlauflänge wird aus der Kontur ermittelt.
Ist dies nicht möglich, wird der Wert aus den kinematischen
Parametern berechnet. Die Gewindekontur wird um den Wert
B verlängert.
P
Überlauflänge
Keine Eingabe: Die Überlauflänge wird aus der Kontur
ermittelt. Ist dies nicht möglich, wird der Wert berechnet. Die
Gewindekontur wird um den Wert P verlängert.
A
Zustellwinkel (default: 30°)