Gewindebohren g36 – einzelweg, Seite 327, 22 bohrzyklen – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 329
HEIDENHAIN MANUALplus 620, CNC PILOT 640
327
4.22
Bohrzyklen
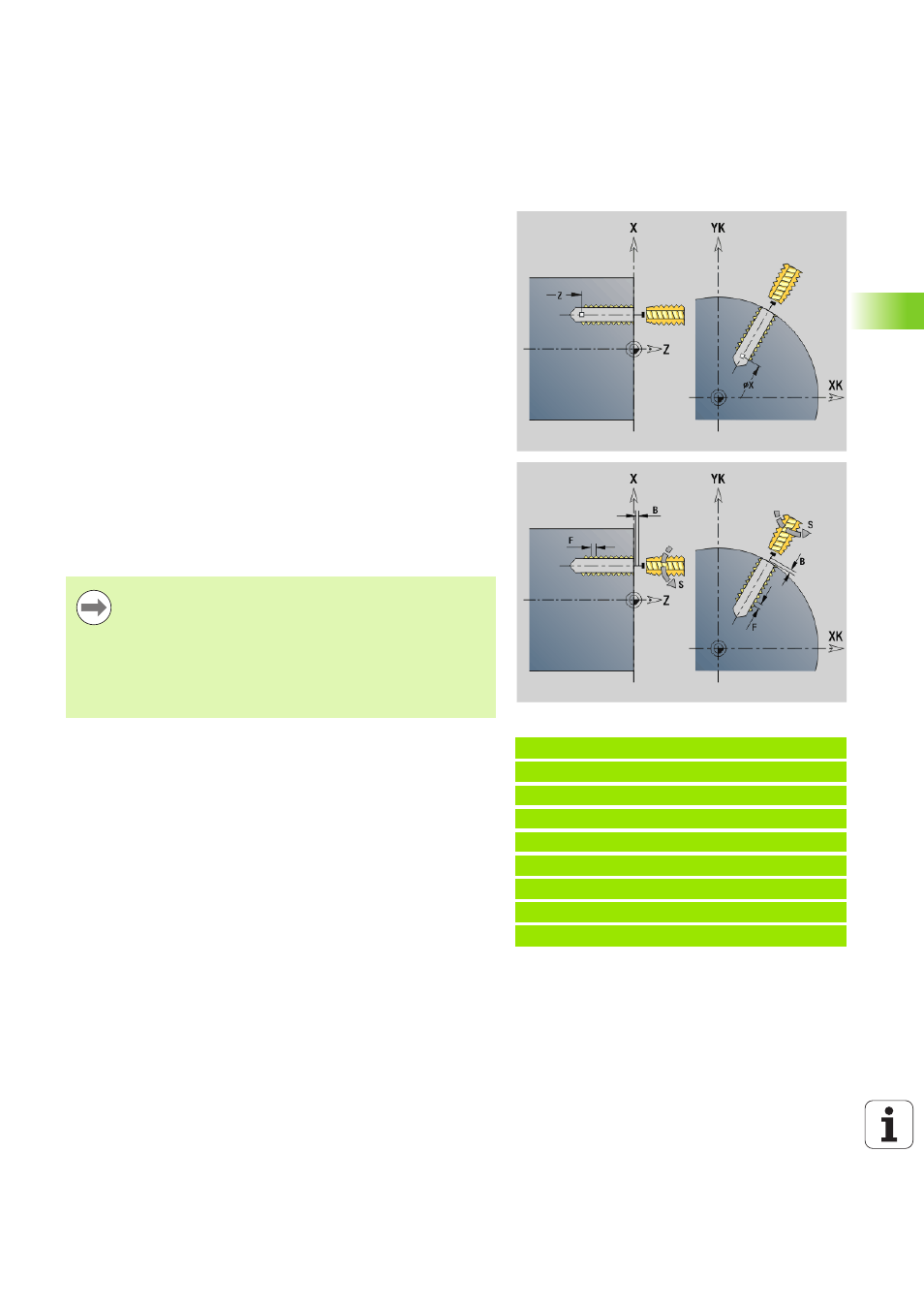
Gewindebohren G36 – Einzelweg
G36 schneidet axiale/radiale Gewinde mit feststehenden oder
angetriebenen Werkzeugen. G36 entscheidet anhand von „X/Z“, ob
eine radiale oder axiale Bohrung erstellt wird.
Fahren Sie vor G36 den Startpunkt an. G36 fährt nach dem
Gewindebohren auf den Startpunkt zurück.
Bearbeitungsmöglichkeiten
:
Feststehender Gewindebohrer: Hauptspindel und Vorschubantrieb
werden synchronisiert.
Angetriebener Gewindebohrer: angetriebenes Werkzeug und
Vorschubantrieb werden synchronisiert.
Beispiel: G36
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 [Gewindebohren]
. . .
Parameter
X
Endpunkt radiale Bohrung (Durchmessermaß)
Z
Endpunkt axiale Bohrung
F
Vorschub pro Umdrehung (Gewindesteigung)
B
Anlauflänge zur Synchronisation von Spindel und
Vorschubantrieb
S
Rückzugsdrehzahl (default: Drehzahl des Gewindebohrens)
P
Spanbruchtiefe
I
Rückzugsabstand
„Zyklus-Stopp“ stoppt das Gewindebohren.
„Zyklus-Start“ setzt den Gewindebohrvorgang fort.
Vorschuboverride für Geschwindigkeitsänderung
nutzen.
Spindeloverride ist nicht wirksam !
Bei ungeregeltem Werkzeugantrieb (ohne ROD-Geber)
ist ein Ausgleichsfutter erforderlich.