Unrund x g727, Siehe „unrund x, G727” auf seite 400) – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 402: 29 sonstig e g-f unktionen
400
DIN-Programmierung
4.29
Sonstig
e
G-F
unktionen
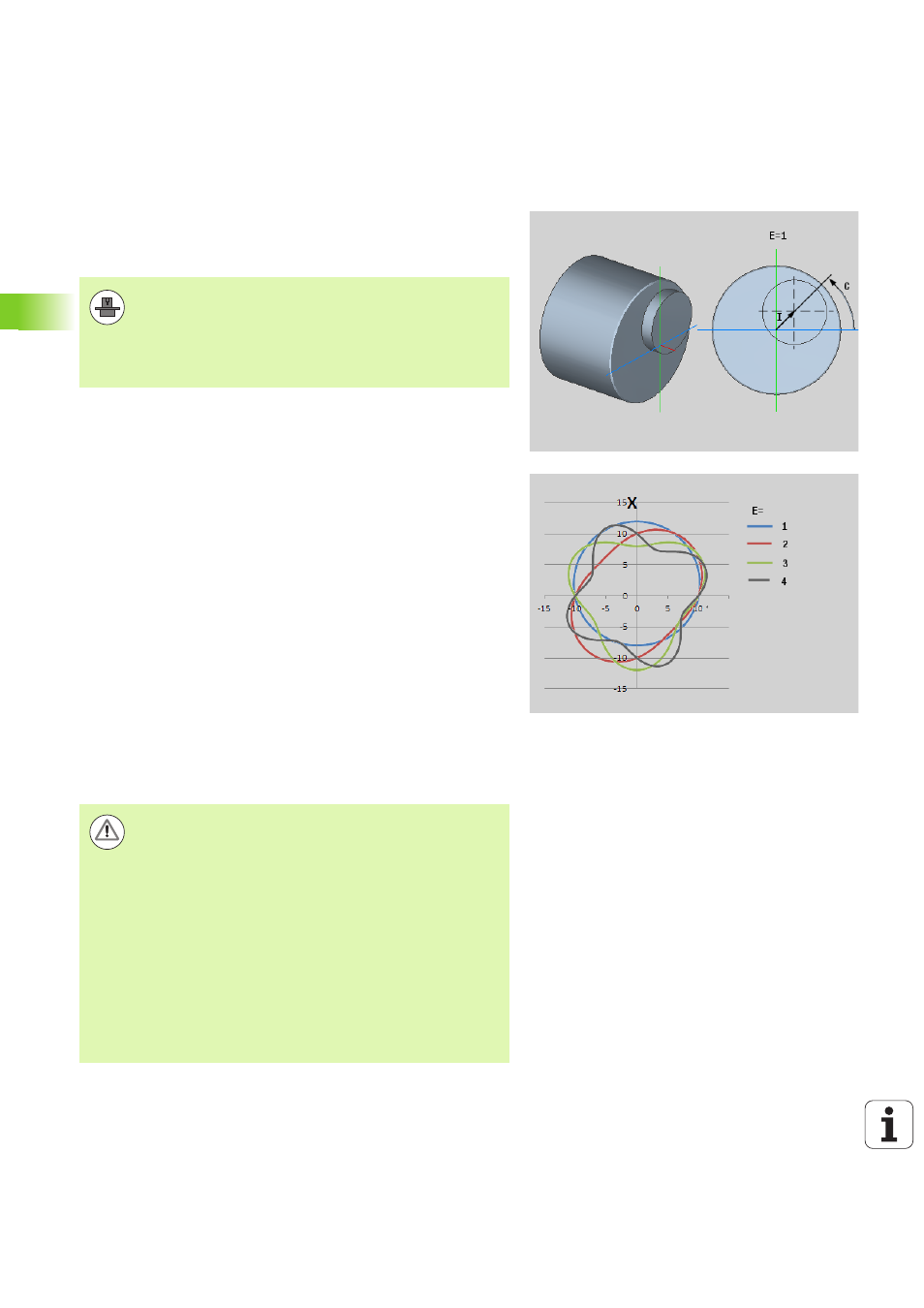
Unrund X G727
Mit Hilfe der Funktion G727 können Sie elliptische Polygone
herstellen.
Die Drehkonturen programmieren Sie mit separaten Drehzyklen.
Maschine und Steuerung müssen vom
Maschinenhersteller vorbereitet sein. Beachten Sie Ihr
Maschinenhandbuch.
Voraussetzung:
Software-Option Synchronizing Functions
Parameter
H
Kopplung aktivieren
H=0: Kopplung ausschalten
H=1: Kopplung einschalten
Q
Bezugsspindel: Nummer der Spindel, die mit der X-Achse
gekoppelt wird (maschinenabhängig)
I
X-Hub +/-: Hälfte der überlagerten X-Bewegung
(Radiusmaß)
C
Position C bei Z-Start: C-Achswinkel des X-Hubs
F
Max. Eilgang: Zulässiger Eilgang für die X-Achse bei
aktivierter Kopplung
E
Form Faktor: Anzahl der X-Hübe bezogen auf eine
Spindelumdrehung
Z
Z-Start: Bezugswert für den Parameter C
W
Delta C [°/mm Z]: Differenz des C-Achswinkels bezogen auf
eine Strecke von 1 mm in der Z-Achse
Beachten Sie beim Programmieren:
Programmieren Sie das Rohteil um den Mittenversatz
im Radius größer, falls Sie Drehzyklen verwenden, die
sich auf die Rohteilbeschreibung beziehen.
Programmieren Sie den Anfangspunkt um den
Mittenversatz im Radius größer, falls Sie Drehzyklen
verwenden, die sich nicht auf die Rohteilbeschreibung
beziehen.
Verringern Sie die Spindeldrehzahl, wenn Sie den
Mittenversatz erhöhen.
Verringern Sie den max. Eilgang F, wenn Sie den
Mittenversatz erhöhen.
Verwenden Sie identische Werte für den Parameter Q
beim Einschalten und Ausschalten der Kopplung.