18 konturdefinitionen im bearbeitungsteil, Zyklusende/einfache kontur g80 – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 293
HEIDENHAIN MANUALplus 620, CNC PILOT 640
291
4.1
8
K
ont
ur
definitionen
im
Bearbeit
ungst
eil
4.18 Konturdefinitionen im
Bearbeitungsteil
Zyklusende/einfache Kontur G80
G80 (mit Parameter) beschreibt eine Drehkontur aus mehreren
Elementen in einem NC-Satz. G80 (ohne Parameter) beendet eine
Konturdefinition direkt nach einem Zyklus.
IC und KC werden Steuerungs-intern verwendet, um die Zyklen Fase/
Verrundung darzustellen.
Beispiel: G80
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G810 P3
N4 G80 XS60 ZS-2 XE90 ZE-50 BS3 BE-2 RC5
N5 ...
N6 G0 X85 Z2
N7 G810 P5
N8 G0 X0 Z0
N9 G1 X20
N10 G1 Z-40
N11 G80
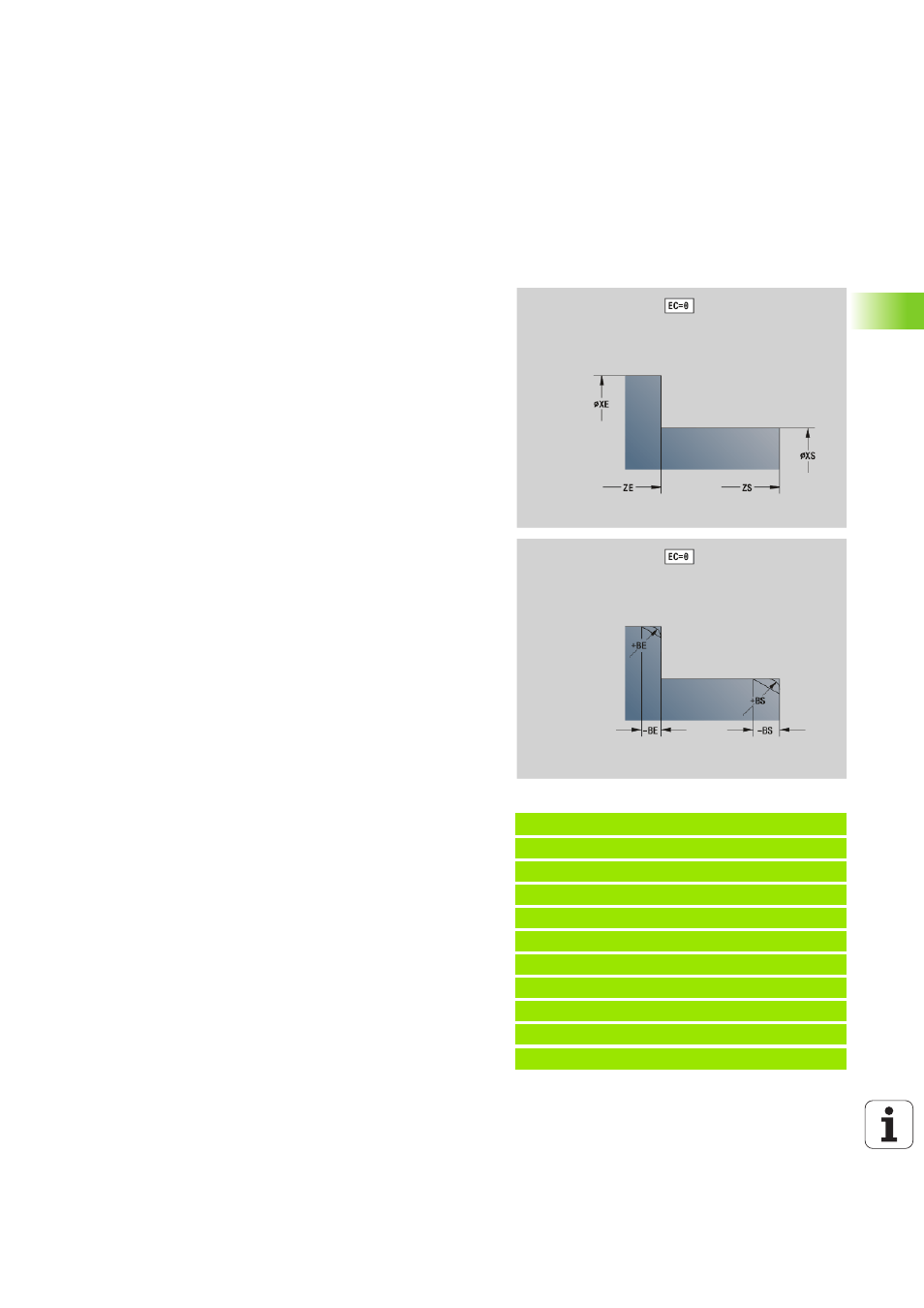
Parameter
XS
Anfangspunkt Kontur X (Durchmessermaß)
ZS
Anfangspunkt Kontur Z
XE
Endpunkt Kontur X (Durchmessermaß)
ZE
Endpunkt Kontur Z
AC
Winkel 1. Element (Bereich: 0° <= AC < 90°)
WC Winkel 2. Element (Bereich: 0° <= AC <90°)
BS
Fase/Verrundung im Startpunkt
WS
Winkel für Fase im Startpunkt
BE
Fase/Verrundung im Endpunkt
WE
Winkel für Fase im Endpunkt
RC
Radius
IC
Fasenbreite
KC
Fasenbreite
JC
Ausführung (siehe Zyklenprogrammierung)
0: einfache Kontur
1: erweiterte Kontur
EC
Eintauchkontur
0: steigende Kontur
1: Eintauchkontur
HC
Konturrichtung für Schlichten:
0: längs
1: plan