1 die betriebsart turn plus, Turn plus konzept, Siehe „die betriebsart turn plus” auf seite – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 550
548
TURN PLUS
7.
1
Die
Betr
iebsar
t
TURN
PLUS
7.1 Die Betriebsart TURN PLUS
Um Programme mit TURN PLUS zu erstellen, programmieren Sie das
Roh- und Fertigteil grafisch interaktiv. Danach lassen Sie den
Arbeitsplan automatisch erstellen und erhalten als Ergebnis ein
kommentiertes und strukturiertes NC-Programm.
Mit TURN PLUS können Sie NC-Programme für folgende
Bearbeitungen erstellen:
die Drehbearbeitung
die Bohr- und Fräsbearbeitung mit der C-Achse
die Bohr- und Fräsbearbeitung mit der Y-Achse
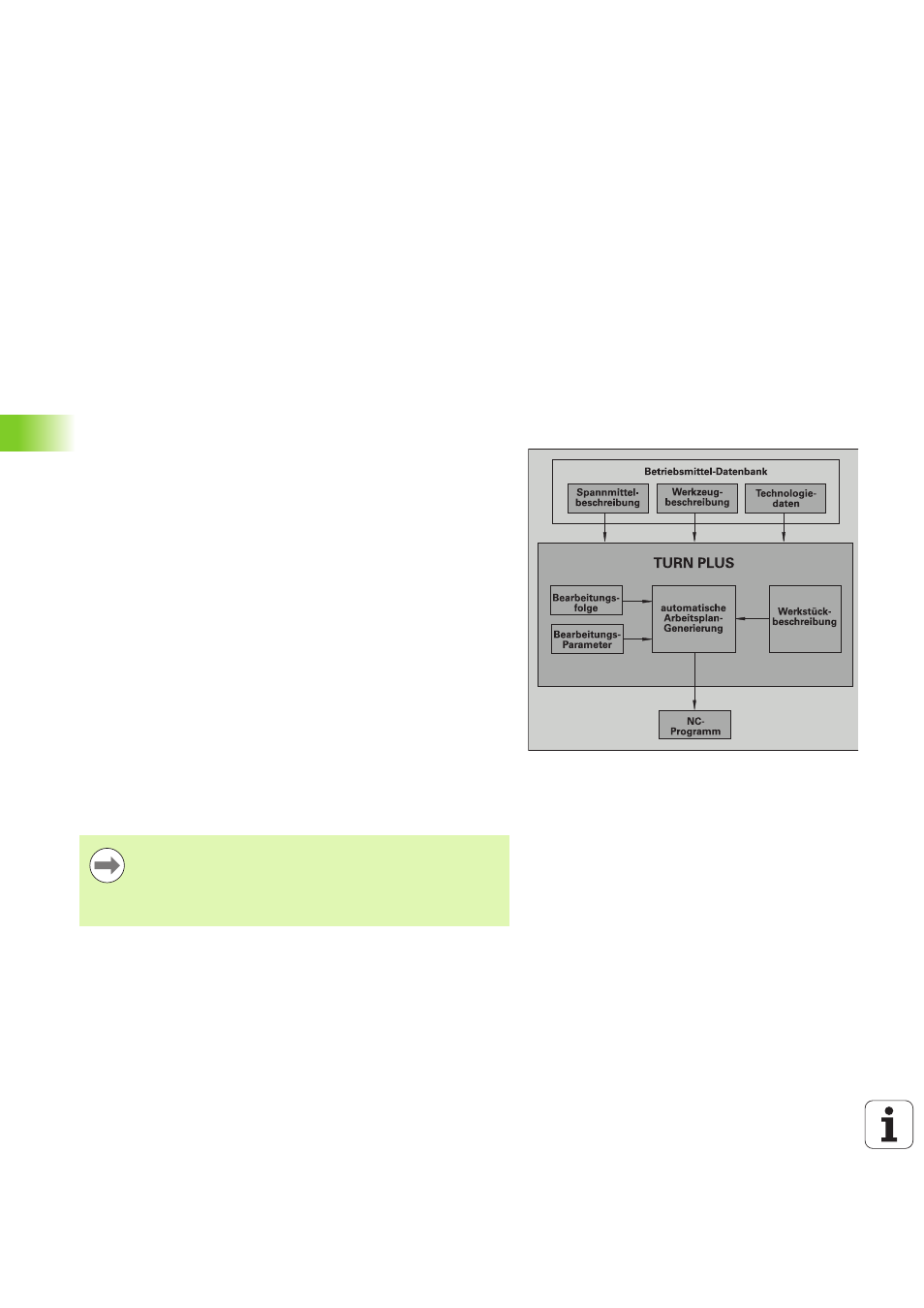
TURN PLUS Konzept
Die Werkstückbeschreibung ist die Grundlage der
Arbeitsplangenerierung. Die Generierungsstrategie ist in der
Bearbeitungsfolge
festgelegt. Die Bearbeitungs-Parameter
definieren Details der Bearbeitung. Damit passen Sie TURN PLUS
Ihrem individuellen Bedarf an.
TURN PLUS generiert den Arbeitsplan unter Berücksichtigung
technologischer Attribute, wie Aufmaße, Toleranzen, etc.
Auf Basis der Rohteilnachführung optimiert TURN PLUS die
Anfahrwege, vermeidet „Luftschnitte“ sowie Kollisionen Werkstück –
Werkzeugschneide.
Für die Werkzeugwahl verwendet TURN PLUS, je nach Einstellung in
den Maschinen-Parametern, die Werkzeuge aus dem NC-Programm
oder der aktuellen Revolverbelegung/Magazinliste. Falls in der
Revolverbelegung/Magazinliste kein geeignetes Werkzeug gefunden
wird, wählt TURN PLUS geeignete Werkzeuge aus der Werkzeug-
Datenbank.
Beim Werkstück-Spannen kann TURN PLUS, je nach Einstellung in
den Maschinen-Parametern, die Schnittbegrenzungen und die
Nullpunkt-Verschiebung für das NC-Programm ermitteln.
Die Schnittwerte ermittelt TURN PLUS aus der Technologie-
Datenbank.
Berücksichtigen Sie vor der Arbeitsplangenerierung: Die
Vorgabewerte für die Bearbeitungs-Parameter sowie
allgemeine Einstellungen definieren Sie in den
Maschinenparametern (siehe Benutzer-Handbuch „Liste
der User-Parameter“).