4 abspanzyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 112
112
4 Zyklenprogrammierung
4.4 Abspanzyklen
8
S Drehzahl/Schnittgeschwindigkeit
8
F Umdrehungsvorschub
8
I, K Aufmaß X, Z
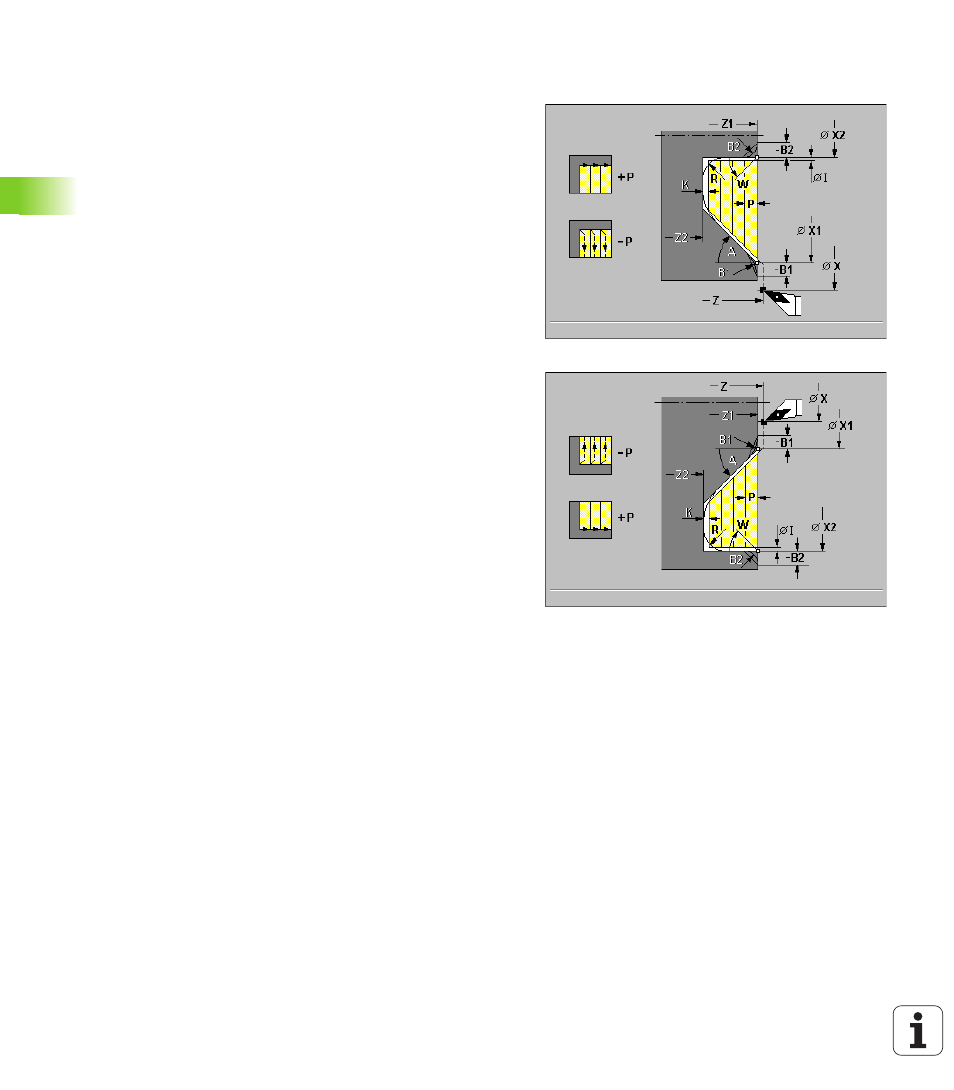
Mit folgenden wahlweisen Parametern definieren Sie:
W: Schräge am Konturende
R:
Verrundung (in beiden Ecken des Konturtals)
B1: Fase/Rundung am Konturanfang
B2: Fase/Rundung am Konturende
Zyklusausführung
1
errechnet die Schnittaufteilung (Zustellung)
2
stellt von „X, Z“ aus achsparallel für den ersten Schnitt zu
3
taucht mit reduziertem Vorschub im „Eintauchwinkel A“ ein
4
fährt im Vorschub bis „Endpunkt Z2“, bzw. „Endpunkt X2“ oder
bis zu einem wahlweisen Konturelement
5
abhängig vom Vorzeichen „P“:
P>0: spant entlang der Kontur
P<0: hebt im Winkel von 45° ab
6
fährt zurück und stellt für den nächsten Schnitt zu
7
wiederholt 3...6, bis „Endpunkt X2“ bzw. „Endpunkt Z2“ erreicht
ist
8
fährt achsparallel zum Startpunkt zurück