Icp-stechdrehen radial/axial, 5 st ec hzyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 152
152
4 Zyklenprogrammierung
4.5 St
ec
hzyklen
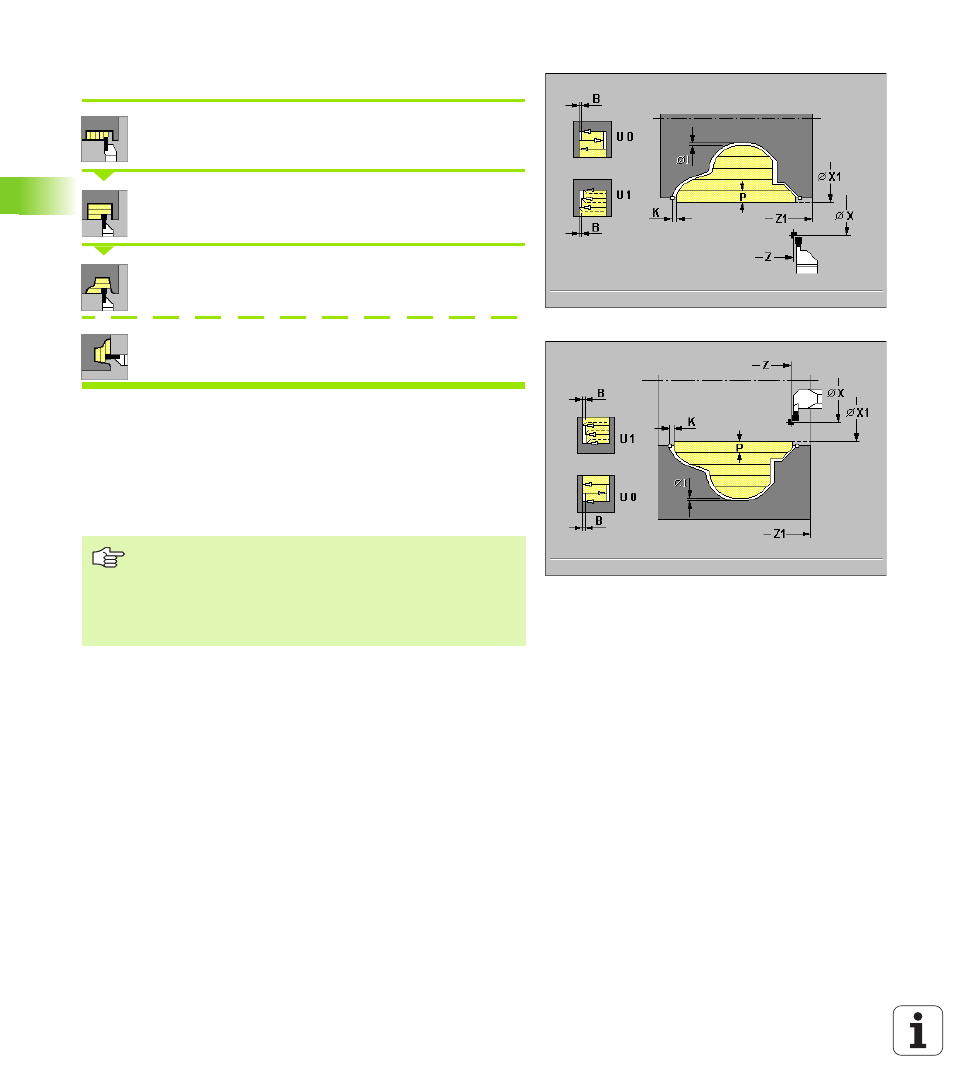
ICP-Stechdrehen radial/axial
„Stechzyklen“ wählen
„Stechdrehen“ wählen
„Stechdrehen radial ICP“ (Bilder rechts)
„Stechdrehen axial ICP“ wählen (Bilder Folgeseite)
Der Zyklus zerspant unter Berücksichtigung der Aufmaße bei:
fallenden Konturen: den durch „X, Z“ und der ICP-Kontur beschrie-
benen Bereich
steigenden Konturen: den durch „X1, Z1“ und der ICP-Kontur
beschriebenen Bereich
Siehe auch “Stechdrehen” auf Seite 143.
Zyklusparameter
8
X, Z Startpunkt
8
X1, Z1 Anfangspunkt Rohteil
8
P Zustelltiefe:
maximale Zustelltiefe
8
O Einstechvorschub
– default: aktiver Vorschub
8
B Versatzbreite
– default: 0
8
U Drehbearbeitung unidirektional
– default: 0
U=0: bidirektional
U=1: unidirektional (Richtung: siehe Hilfebild)
8
I, K Aufmaß X, Z
8
N ICP-Konturnummer
8
T Werkzeugnummer
8
S Drehzahl/Schnittgeschwindigkeit
8
F Umdrehungsvorschub
Definieren Sie bei
fallenden Konturen: nur den „Startpunkt X, Z“ – nicht
den „Anfangspunkt Kontur X1, Z1“
steigenden Konturen: den „Startpunkt X, Z“ und den
„Anfangspunkt Kontur X1, Z1“