5 werkzeugdaten - zusatzparameter, Angetriebenes werkzeug, Drehrichtung – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 426: Schnittdaten, 5 werkzeugdaten – zusatzparameter
426
7 Betriebsart Werkzeugverwaltung
7.
5 W
e
rk
z
e
ugdat
e
n – Zusatzpar
amet
er
7.5
Werkzeugdaten –
Zusatzparameter
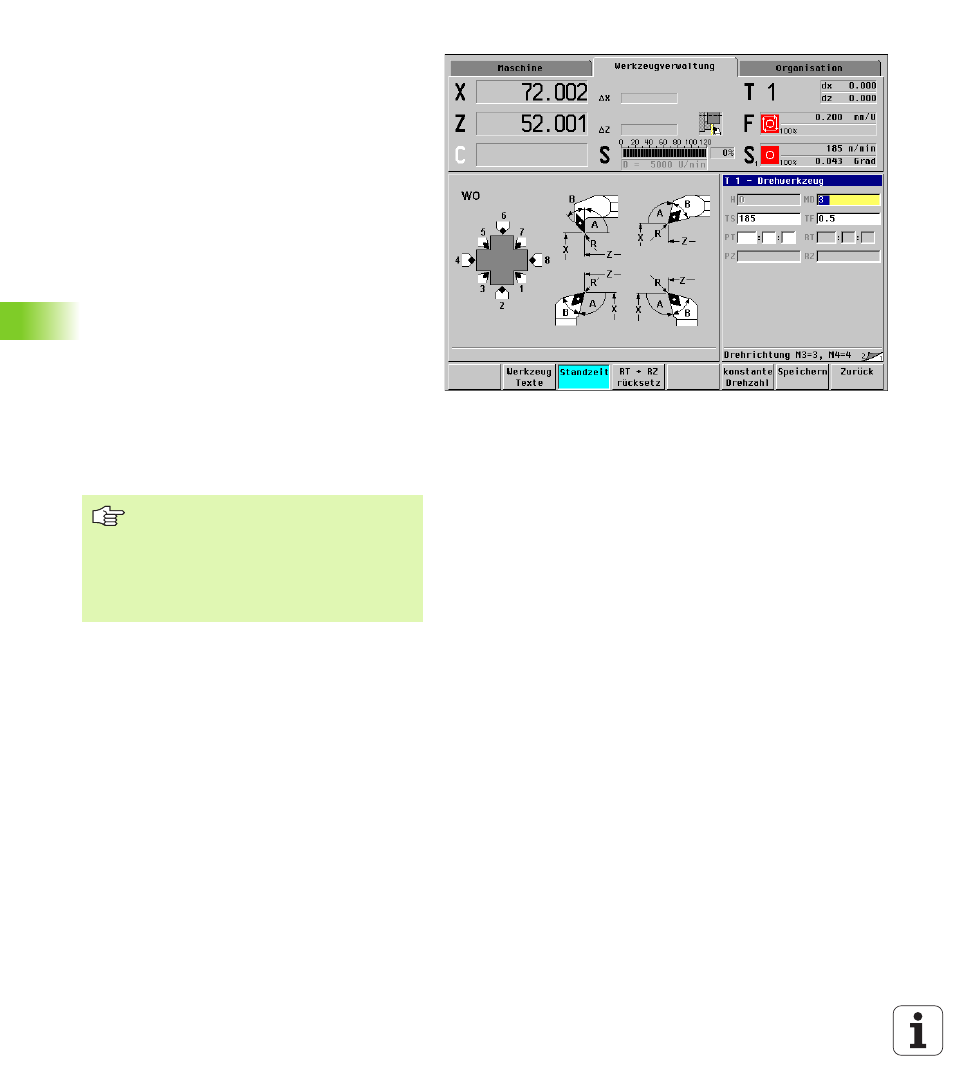
Das zweite Eingabefenster verwaltet Angaben zur
Drehrichtung, die Schnittdaten, Daten zur Werkzeug-
standzeitüberwachung, etc.
Sie wechseln mit „Seite vor/Seite zurück“ zwischen
den Eingabefenstern.
Angetriebenes Werkzeug
In „WKZ angetrieben“ legen Sie bei Bohrern und
Gewindebohrern fest, ob Schaltbefehle für die Haupt-
spindel oder für das angetriebene Werkzeug generiert
werden. Fräswerkzeuge gelten immer als „angetrie-
bene Werkzeuge“.
Drehrichtung
Ist eine Drehrichtung definiert, wird bei Zyklen, die
dieses Werkzeug nutzen, ein Schaltbefehl (M3 oder
M4) für die Hauptspindel, bzw. bei angetriebenen
Werkzeugen für die Zusatzspindel generiert.
Schnittdaten
Schnittdaten
Die Parameter „Schnittgeschwindigkeit TS“ und
„Vorschub TF“ werden als Zyklusparameter oder als
Maschinendatum übernommen, wenn Sie S, F vom
Werkzeug betätigen.
Bei der Spindeldrehzahl wählen Sie zwischen „kon-
stanter Drehzahl“ und „konstanter Schnittgeschwin-
digkeit“. Die Einstellung, die Sie bei den Werkzeugpa-
rametern vorgeben, wird später bei S, F vom
Werkzeug übernommen.
Bei angetriebenen Werkzeugen gelten die Schnittda-
ten für die Zusatzspindel.
Es ist von der PLC-Software Ihrer
Maschine abhängig, ob die generierten
Schaltbefehle ausgewertet werden. Führt
die PLC die Schaltbefehle nicht aus, soll-
ten Sie diesen Parameter nicht eingeben.
Informieren Sie sich in den Maschinenun-
terlagen.